Optimizing Structural Steel Fabrication: The Implementation of H-Beam Plasma Cutter Technology in Valparaíso
The industrial sector in Valparaíso, Chile, serves as a critical hub for South American maritime logistics and heavy infrastructure development. As the demand for complex steel structures in mining, port expansion, and urban construction increases, the transition from manual mechanical processing to automated thermal cutting has become a fiscal necessity. The introduction of the H-Beam Plasma Cutter equipped with Zero-tailing technology represents a significant shift in how structural profiles are processed. This technical analysis examines the mechanical architecture and software integration required to achieve 95% material utilization, focusing on the specific operational parameters observed in high-output fabrication environments.
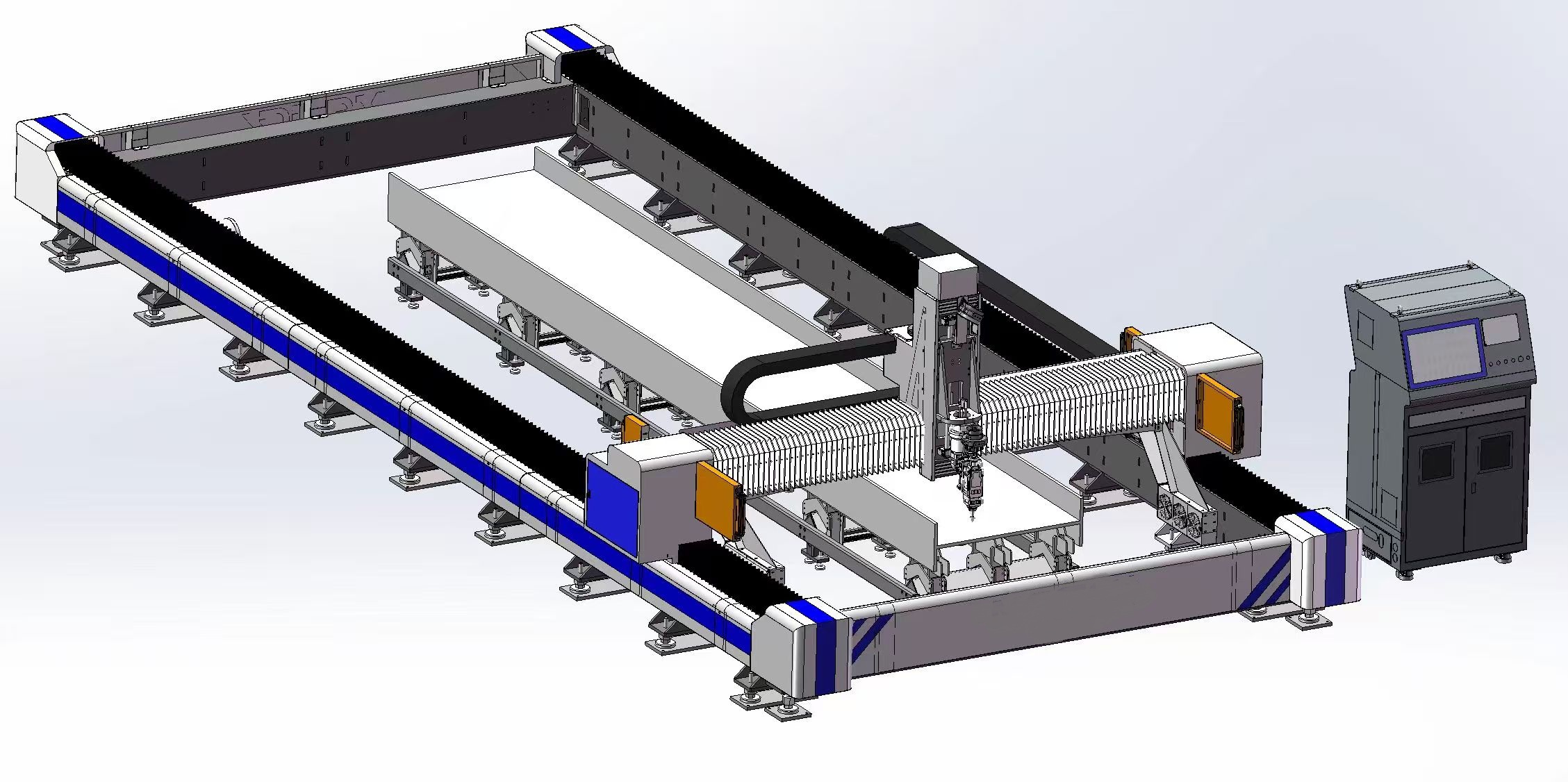
The Mechanical Architecture of Zero-Tailing Systems
Traditional plasma cutting systems for structural steel often suffer from significant material loss, typically ranging from 10% to 15% per beam. This waste is primarily due to the “dead zone” created by the clamping mechanism, where the torch cannot reach the final section of the workpiece without compromising stability. The Zero-tailing technology implemented in modern H-beam processing lines utilizes a dual-chuck or multi-point synchronized feeding system. This configuration allows the machine to maintain a rigid grip on the profile while the cutting head navigates the terminal end of the beam.
In the Valparaíso deployment, the system employs a heavy-duty rotary chuck and a secondary support carriage. As the beam nears its end, the secondary system takes over the positioning duties, allowing the plasma torch to execute cuts within millimeters of the beam’s physical edge. This precision is facilitated by a multi-axis robotic arm, typically featuring 6 to 8 axes of motion, which provides the necessary degrees of freedom to perform complex bevels, bolt holes, and web-to-flange transitions in a single pass.
95% Material Utilization: Data-Driven Efficiency
Achieving 95% material utilization is not merely a result of mechanical clamping but is driven by advanced Nesting optimization algorithms. In a standard production cycle, short remnants (tailings) are usually discarded as scrap. By integrating Zero-tailing technology, the software calculates the optimal sequence of cuts across multiple work orders to minimize the gap between finished parts.
Technical data indicates that for a standard 12-meter H-beam, conventional methods might leave a 600mm to 800mm tailing. The advanced plasma systems in Valparaíso reduce this to under 50mm. When scaled across an annual throughput of 10,000 tons of steel, the 10% increase in utilization translates to approximately 1,000 tons of saved raw material. At current market rates for structural steel, the ROI (Return on Investment) on the hardware is realized significantly faster than with traditional CNC saws or standard plasma tables.
Industrial Application of H-Beam Plasma Cutter
Precision Engineering and Plasma Arc Stability
The core of the H-Beam Plasma Cutter is the high-definition plasma power source. In the Valparaíso facility, these systems are calibrated to handle varying thicknesses of ASTM A36 and A572 steel. Maintaining arc stability during 3D movement is critical for ensuring the structural integrity of the cut edges. The plasma gas (often a mix of Oxygen, Nitrogen, or H35 depending on the material) is regulated by automated gas consoles that adjust flow rates in real-time based on the thickness detected by the system’s sensors.
Voltage Control and Torch Height Synchronization
One of the technical challenges in H-beam processing is the inherent flange warpage found in hot-rolled profiles. To maintain a 95% utilization rate without compromising quality, the system utilizes an Arc Voltage Control (AVC) mechanism. This sub-system monitors the electrical characteristics of the plasma arc at a frequency of 1kHz. If the distance between the nozzle and the steel surface fluctuates due to beam deformation, the robotic arm adjusts its Z-axis position instantaneously. This ensures a consistent kerf width and prevents dross accumulation, which is vital for parts that require immediate welding without secondary grinding.
Software Integration and DSTV Compatibility
The efficiency of the CNC structural steel processing workflow relies heavily on the seamless transfer of data from the design office to the shop floor. The systems deployed in Chile utilize industry-standard DSTV files generated from BIM software such as Tekla Structures or Autodesk Revit. The H-beam cutter’s control interface parses this data to identify all necessary operations: copes, slots, holes, and markings.
Automated Tool Path Generation
The software automatically generates the tool path, factoring in the plasma arc’s compensation (kerf) and the specific bevel angles required for weld preparations. By automating this stage, the risk of human error in manual layout is eliminated. Furthermore, the software provides real-time tracking of material consumption, allowing plant managers in Valparaíso to monitor utilization rates per shift. This transparency is essential for maintaining the high standards required by international construction contracts.
Operational Impact in the Valparaíso Industrial Zone
The environmental and logistical conditions in Valparaíso, characterized by high humidity and saline air, require robust hardware protection. The H-Beam Plasma Cutter units are equipped with pressurized electrical cabinets and specialized filtration systems to prevent conductive dust and corrosive elements from damaging the internal circuitry. This localized adaptation ensures that the 95% utilization rate is maintained consistently, even under rigorous three-shift operation schedules.
Moreover, the reduction in scrap material has a direct impact on the logistics chain. Less waste means fewer scrap handling maneuvers and reduced transport costs for waste removal. In a port city where space is at a premium, the ability to produce more finished product from less raw material significantly optimizes the footprint of the fabrication yard.
Concluding Industry Insight: The Future of Automated Fabrication
The deployment of Zero-tailing technology in Valparaíso serves as a benchmark for the global structural steel industry. As raw material costs continue to fluctuate and labor markets tighten, the transition toward high-utilization automated systems is no longer optional for competitive B2B enterprises. The integration of H-Beam Plasma Cutter systems demonstrates that the path to profitability lies in the intersection of mechanical precision and algorithmic optimization.
Looking forward, the industry is likely to see further integration of AI-driven predictive maintenance and even tighter nesting tolerances. The success in Chile suggests that regional industrial hubs can achieve world-class efficiency by adopting specialized CNC solutions tailored to their specific throughput requirements. For global fabricators, the takeaway is clear: material utilization is the primary metric of modern manufacturing health, and zero-tailing technology is the most effective tool currently available to maximize that metric. The ability to extract the maximum value from every millimeter of steel will define the leaders of the next generation of structural engineering.
Industrial Expertise & Support
Are you looking for high-performance H-Beam Plasma Cutter tailored for the Global market? Our engineering team provides comprehensive solutions for modern manufacturing.





