Industrial Automation in Valencia: The Shift to Automated Structural Fabrication
Valencia, Venezuela, historically recognized as the nation’s industrial capital, serves as a critical hub for structural steel production and heavy manufacturing. In recent fiscal cycles, fabrication firms within the Carabobo region have faced increasing pressure to optimize operational expenditures while maintaining high precision standards for international exports. The primary bottleneck in these facilities has traditionally been the manual processing of structural steel members, specifically H-beams and I-beams. Manual layout, marking, and cutting using oxy-fuel torches involve high margin-of-error rates and significant labor hours.
The implementation of an H-Beam Plasma Cutter in this industrial corridor represents a strategic shift toward high-definition automation. By transitioning from manual mechanical processing to CNC robotic profiling, a mid-sized fabrication plant in Valencia demonstrated a documented reduction in operational costs exceeding $5,000 per month. This analysis explores the technical parameters, financial metrics, and engineering advantages of this transition.
The Technical Limitations of Manual Labor in Structural Steel
Manual fabrication of H-beams requires a multi-stage process: manual measurement, chalk line marking, center-punching for drill holes, and hand-held oxy-fuel cutting. Each stage introduces cumulative tolerances that often exceed the AISC (American Institute of Steel Construction) standards. In a typical Valencia-based workshop, a team of four skilled fabricators might process three to four complex beams per eight-hour shift. The thermal input from oxy-fuel torches frequently causes localized warping, necessitating secondary straightening processes.
Furthermore, manual hole-making using magnetic drills is time-intensive. When accounting for the specialized labor required for coping, notch cutting, and web penetrations, the man-hour cost per ton of steel remains prohibitively high. The introduction of an automated plasma system eliminates these variables by integrating all processes into a single controlled environment.
Industrial Application of H-Beam Plasma Cutter
H-Beam Plasma Cutter: System Architecture and Integration
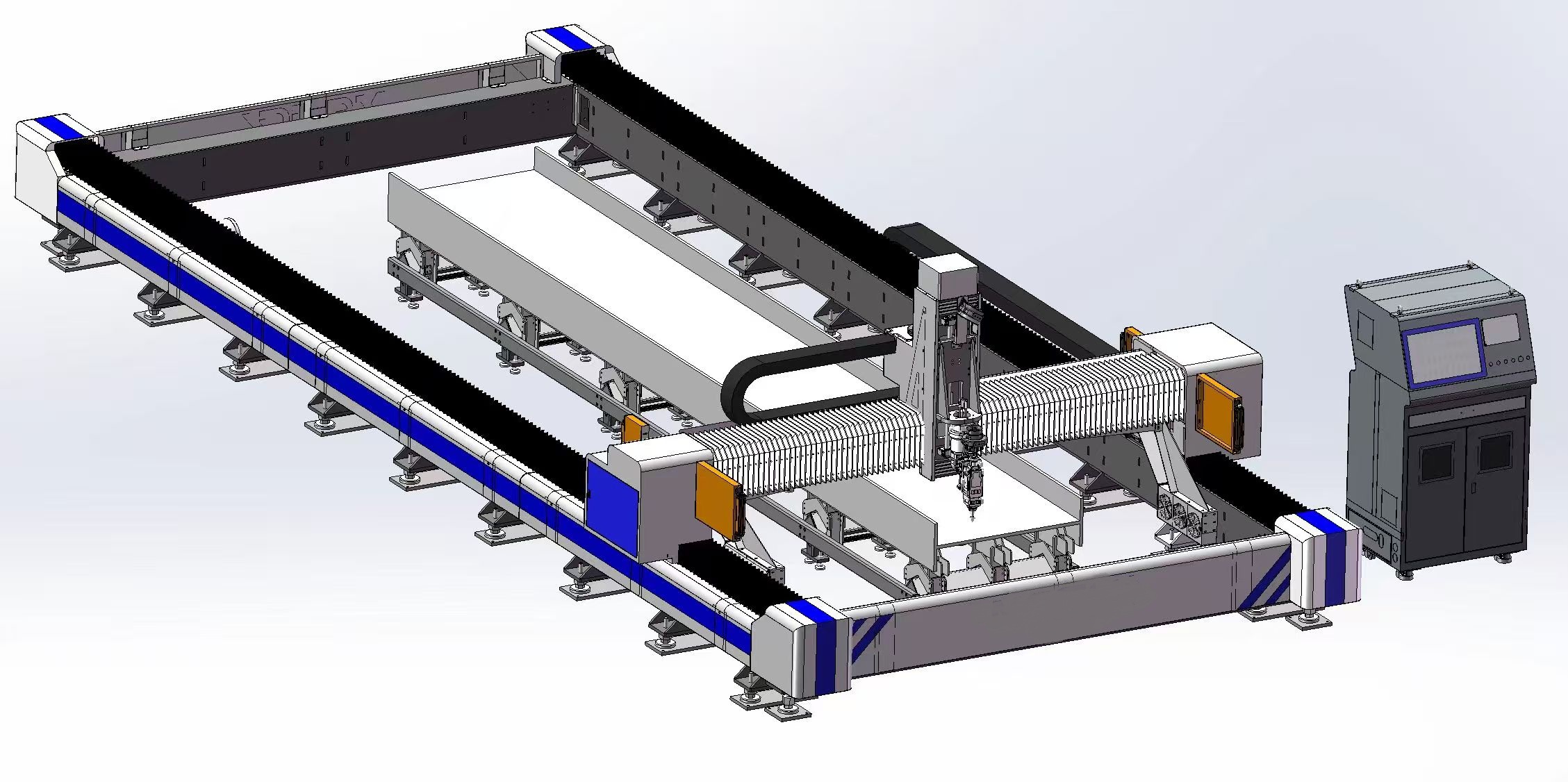
The H-Beam Plasma Cutter utilized in this case study features a multi-axis robotic arm equipped with a high-definition plasma power source. Unlike standard 2D plasma tables, this system employs plasma arc voltage control to maintain a consistent torch height relative to the workpiece, even when dealing with the slight dimensional variances inherent in hot-rolled steel. The system operates through the following technical components:
- 6-Axis Robotic Manipulator: Allows for 360-degree rotation around the beam, enabling cuts on the top flange, bottom flange, and the web in a single pass.
- Laser Scanning Sensors: Before the arc initiates, the system scans the actual dimensions of the H-beam to compensate for mill tolerances or slight twists in the raw material.
- CNC Controller: Interprets DSTV files exported directly from BIM (Building Information Modeling) software such as Tekla Structures or Autodesk Revit.
- High-Definition Plasma Power Supply: Utilizing oxygen or nitrogen as the plasma gas to achieve dross-free cuts and minimal Heat Affected Zones (HAZ).
By utilizing kerf compensation algorithms, the CNC system ensures that the final dimensions of the cutouts and beam lengths are accurate within +/- 0.5mm, a precision level unattainable through manual thermal cutting.
Quantifying the $5,000 Monthly Savings
The financial justification for the $5,000 monthly savings in the Valencia facility is derived from three primary vectors: labor reduction, consumable efficiency, and the elimination of rework. In the Venezuelan industrial context, while base wages may differ from North American averages, the overhead associated with specialized technical labor, social contributions, and the scarcity of highly skilled welders/fitters creates a significant cost burden.
Labor Analysis: Prior to automation, the facility employed four fabricators dedicated to beam preparation. Post-automation, the system requires only one operator to load the beams and monitor the CNC interface. The reallocation or reduction of three specialized positions results in a direct savings of approximately $3,200 per month when including benefits and operational overhead.
Consumable and Energy Efficiency: Manual oxy-fuel cutting consumes high volumes of acetylene and oxygen. The H-Beam Plasma Cutter, while drawing significant electrical power, operates at speeds five to ten times faster than manual cutting. The reduction in gas consumption and the high duty cycle of the plasma power source contribute an additional $800 in monthly savings. Furthermore, the precision of the plasma arc reduces the need for secondary grinding, saving on abrasive discs and pneumatic tool maintenance.
Material Waste Reduction: Manual errors often lead to scrapped sections of H-beams. Given the current global price of structural steel, even a 2% reduction in scrap rates for a facility processing 100 tons per month results in a savings of over $1,000. The automated system optimizes nesting and ensures every cut is performed correctly the first time.
Operational Throughput and Precision Metrics
In terms of raw output, the technical data suggests a radical improvement. A standard H-beam requiring four bolt holes on each flange and a radius cope on both ends takes approximately 90 minutes to complete manually. The H-Beam Plasma Cutter completes the same sequence in under 12 minutes. This increased throughput allows the Valencia facility to bid on larger international contracts that require strict adherence to delivery timelines.
The integration of CNC robotic profiling also ensures that the bolt holes are perfectly aligned for site assembly. In structural engineering, “erection-ready” steel is a premium product. By eliminating the need for on-site reaming or field corrections, the fabricator enhances their market reputation and reduces potential back-charges from construction contractors.
Environmental and Safety Considerations
Beyond the direct financial metrics, the transition to an automated H-Beam Plasma Cutter improves the industrial hygiene of the Valencia plant. Manual oxy-fuel cutting generates significant localized fumes and exposes workers to high levels of radiant heat and potential flash burns. The automated system is typically paired with a localized fume extraction and filtration unit, significantly reducing the particulate matter in the shop environment. This reduction in workplace hazards lowers the long-term liability and insurance costs for the employer.
Concluding Industry Insight
The case study of the Valencia fabrication facility serves as a microcosm for the global structural steel industry. The primary takeaway is that the “cost of labor” is not merely the hourly wage, but the total cost of inefficiency, error, and secondary processing. As structural designs become more complex with non-linear geometries and tighter tolerance requirements, manual fabrication is no longer a viable strategy for companies seeking to participate in the global supply chain.
The transition to H-Beam Plasma Cutter technology is no longer a luxury reserved for tier-one fabricators in developed economies. In regions like South America, where industrial resilience is tested by economic volatility, automation provides the necessary “margin of safety” for profitability. The future of steel fabrication lies in the seamless data transfer from design software to robotic execution, effectively turning the fabrication shop into a high-precision machining center for structural components. Companies that delay this transition will likely find themselves unable to compete with the price points and lead times offered by automated facilities.
Industrial Expertise & Support
Are you looking for high-performance H-Beam Plasma Cutter tailored for the Global market? Our engineering team provides comprehensive solutions for modern manufacturing.





