Introduction: The Transition to Automated Structural Fabrication in Quito
The industrial sector in Quito, Ecuador, has seen a significant shift toward automated structural steel processing as the demand for seismic-resistant infrastructure grows. In the context of high-altitude construction and complex architectural designs, the precision of heavy steel components is non-negotiable. The implementation of the H-Beam Plasma Cutter represents a critical upgrade from traditional manual layout and oxy-fuel cutting methods. By integrating multi-axis robotics with advanced clamping mechanisms, fabricators in the region are now able to meet international standards for structural integrity and dimensional tolerance. This article examines the technical advantages of the 4-chuck stability system and its impact on the throughput of heavy structural steel in the Andean industrial corridor.
The Kinematics of 4-Chuck Stability
The primary challenge in processing heavy H-beams, I-beams, and channels is maintaining the material’s centerline alignment throughout the entire length of the workpiece. Traditional 2-chuck or roller-feed systems often struggle with “tail-wagging” or material sag, particularly when dealing with beams exceeding 12 meters in length. The 4-chuck system solves this by utilizing two fixed chucks and two traveling chucks that synchronize their movements along the X-axis.
This configuration ensures maximum Torsional Rigidity during the rotation of the beam. When the plasma torch executes complex bevel cuts or flange penetrations, the four points of contact neutralize the centrifugal forces that could otherwise lead to vibration. For structural steel fabricators in Quito, this stability translates to a positioning accuracy of +/- 0.5mm over the full length of the beam, which is essential for bolt-hole alignment in high-rise steel frames.
High-Definition Plasma Integration and Beveling Capabilities
The core of the H-Beam Plasma Cutter is its high-definition plasma power source, typically ranging from 200A to 400A depending on the thickness of the web and flange. In Quito’s industrial applications, where H-beams often feature flange thicknesses exceeding 40mm, the ability to maintain a consistent arc voltage is paramount. The system utilizes a multi-axis robotic arm (often 6 or 7 axes) to maneuver the torch around the beam profile.
Unlike standard 2D cutting, the 3D CNC Profile Cutting process allows for precise weld preparation. The system can execute A, B, and Y-axis movements to create various bevel types (V, Y, K, and X) in a single pass. This eliminates the need for secondary grinding or manual edge preparation, significantly reducing the total man-hours per ton of steel processed. The integration of a laser sensing system further enhances precision by scanning the actual dimensions of the beam before cutting, compensating for any mill-induced deviations or deformations in the raw material.
Software Synchronization and DSTV Data Processing
Technical efficiency in modern steel fabrication is heavily dependent on the “office-to-machine” workflow. The H-beam plasma cutters deployed in Ecuador utilize advanced nesting software that directly imports DSTV files generated by BIM software such as Tekla Structures or Autodesk Revit. This digital continuity ensures that every hole, notch, and cope is executed exactly as designed in the structural model.
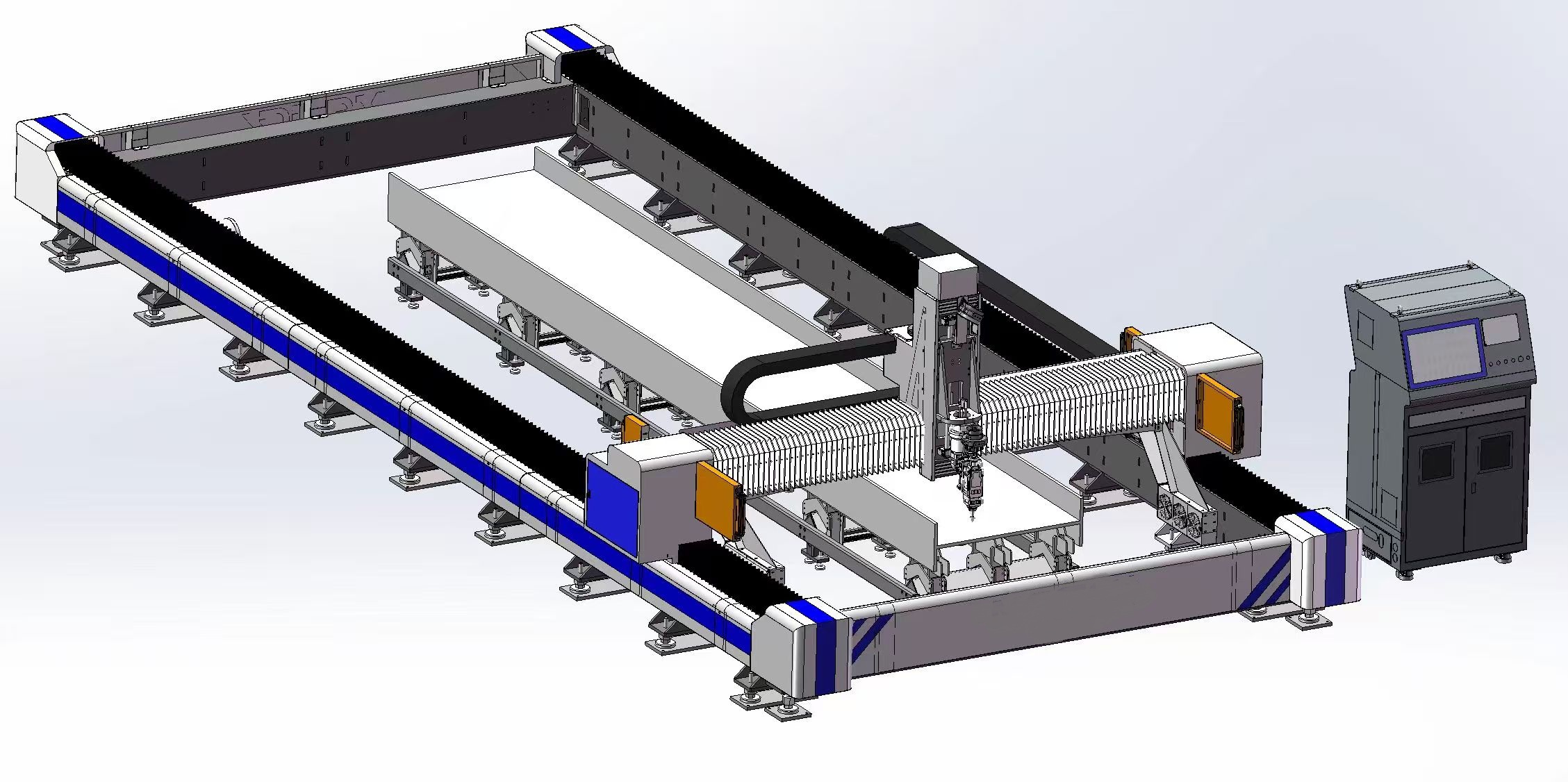
Industrial Application of H-Beam Plasma Cutter
The software calculates the optimal cutting path to minimize “air-cut” time and optimizes the nesting of parts to reduce scrap rates. In a market like Quito, where material costs are influenced by import logistics, achieving a 5-10 percent reduction in material waste provides a significant competitive advantage. Furthermore, the software manages the 4-chuck coordination, automatically adjusting the clamping pressure based on the beam’s profile to prevent surface marking or crushing of lighter-gauge sections.
Operational Reliability in High-Altitude Environments
Operating sophisticated Plasma Power Source equipment at Quito’s altitude (approximately 2,850 meters) requires specific technical considerations regarding cooling and gas ionization. The reduced atmospheric pressure affects the cooling efficiency of the plasma torch and the stability of the shielding gas. Modern H-beam cutters designed for global markets include robust cooling systems and electronic gas consoles that compensate for these environmental variables.
The 4-chuck system also contributes to operational reliability by distributing the mechanical load. By sharing the weight of the heavy structural steel across four points, the wear on individual drive motors and bearings is reduced. This leads to longer maintenance intervals and a lower total cost of ownership (TCO) for fabrication shops operating in the region.
Impact on Quito’s Structural Steel Throughput
The introduction of 4-chuck plasma technology has redefined the production capacity of Ecuadorian steel firms. Manual processing of a complex H-beam—including measuring, marking, drilling, and cutting—can take several hours. An automated plasma system can complete the same tasks in under 20 minutes with higher precision.
This throughput is critical for large-scale infrastructure projects, such as bridges and industrial warehouses, where project timelines are stringent. The ability to produce “ready-to-assemble” components means that site-side welding is minimized, and the speed of erection is increased. The 4-chuck stability ensures that even the heaviest sections are handled with the same agility as smaller profiles, allowing fabricators to diversify their project portfolios without investing in multiple specialized machines.
Concluding Industry Insight: The Future of Structural Automation
The global structural steel industry is moving toward a “Smart Factory” model where the physical machine is merely one component of a larger data-driven ecosystem. In Quito and across the broader Latin American market, the adoption of 4-chuck H-beam plasma cutters is the first step toward full-scale automation. As labor costs rise and the demand for complex geometries increases, the reliance on manual intervention will continue to decrease.
The next phase of evolution will likely involve the integration of Artificial Intelligence (AI) for predictive maintenance and real-time kerf compensation. For B2B stakeholders, the investment in a 4-chuck system is not just about current cutting capacity; it is about establishing a hardware foundation capable of supporting future software-driven optimizations. Stability, precision, and digital integration remain the three pillars that will define the leaders in the heavy structural steel fabrication market for the next decade.
Industrial Expertise & Support
Are you looking for high-performance H-Beam Plasma Cutter tailored for the Global market? Our engineering team provides comprehensive solutions for modern manufacturing.





