Introduction to Structural Fabrication Advancements in Mendoza
The industrial landscape of Mendoza, Argentina, has undergone a significant transformation, evolving from a regional manufacturing center into a specialized hub for high-precision metallurgical equipment. Central to this evolution is the deployment of the advanced H-Beam Plasma Cutter, a system engineered to address the complex geometries of structural steel while integrating specialized capabilities for non-ferrous metals. As global demand for intricate infrastructure increases, the necessity for machines that can handle high-reflectivity materials like copper and aluminum without compromising internal circuitry or cut quality has become paramount. This technical analysis examines the integration of anti-reflection technology within plasma systems and its specific application in the heavy industry sector of Western Argentina.
The Technical Challenge of Reflective Alloys in Plasma Cutting
Processing copper and aluminum presents unique thermodynamic and electromagnetic challenges. Unlike carbon steel, these materials possess high thermal conductivity and low viscosity when molten. Furthermore, their surface properties can interfere with standard arc-starting sequences. In traditional plasma systems, the high reflectivity of aluminum can lead to inconsistent arc attachment, resulting in excessive dross and poor kerf quality. The Non-ferrous alloy processing protocols developed for the Mendoza-based systems utilize a modified power supply architecture to mitigate these variables.
Anti-reflection technology in this context refers to the stabilization of the plasma arc against the rapid heat dissipation characteristic of copper. When the torch initiates the pilot arc, the system must immediately compensate for the material’s tendency to pull heat away from the ionization zone. Without specialized feedback loops, the arc would fluctuate, leading to “double-arcing,” which can destroy the nozzle and electrode. The systems currently operating in Mendoza utilize high-speed digital signal processors (DSPs) to monitor the voltage-current curve at microsecond intervals, ensuring the arc remains constricted and stable regardless of the material’s reflective index.
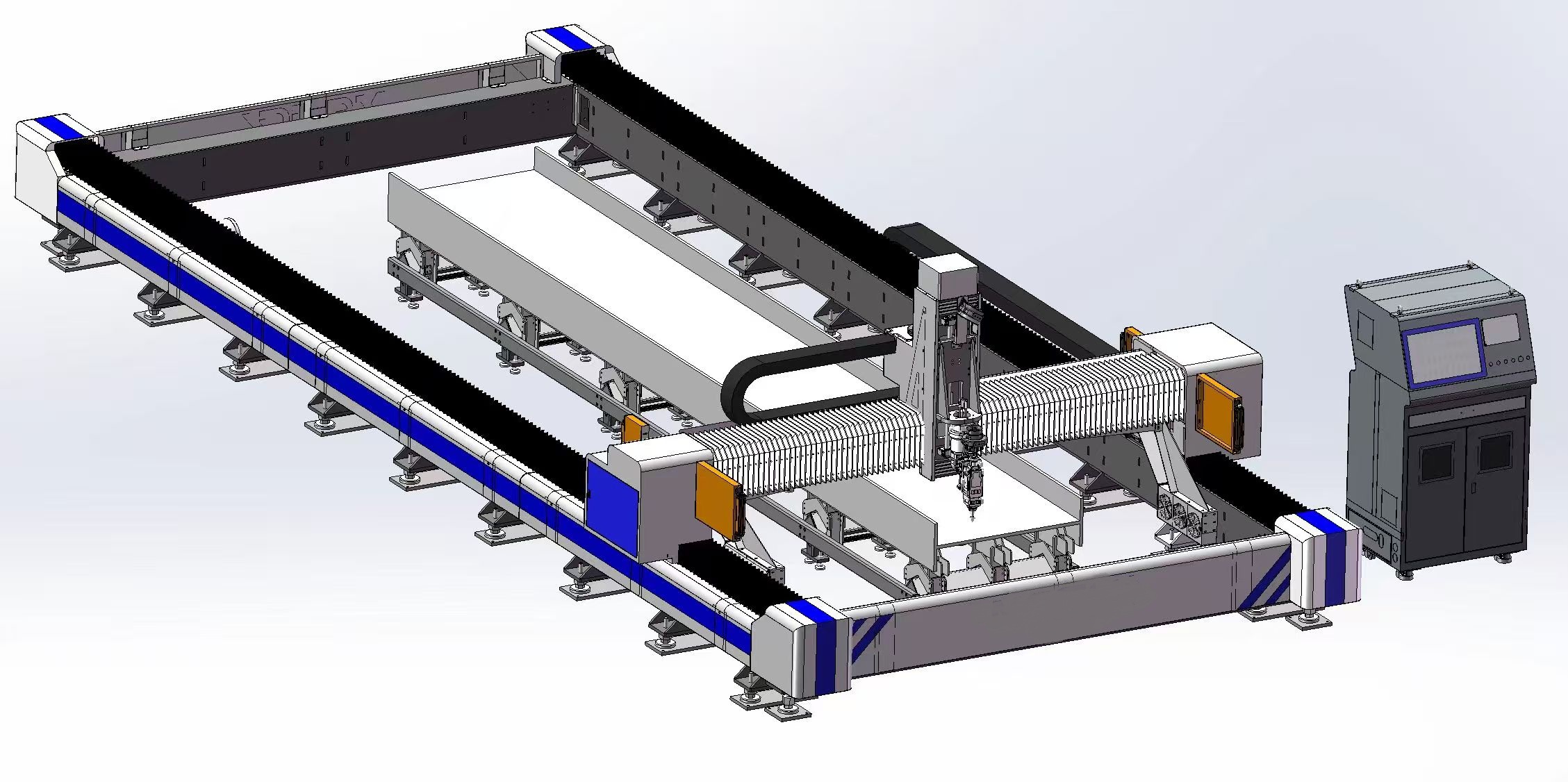
H-Beam Plasma Cutter Architecture and Kinematics
The H-Beam Plasma Cutter utilized in these high-output environments is typically a multi-axis robotic or gantry-based system. To process H-beams, I-beams, and channels, the machine requires a minimum of six degrees of freedom. This allows the torch head to rotate and tilt, facilitating precise miter cuts, coping, and bolt-hole excavations across all three faces of the beam without manual repositioning.
The mechanical precision is supported by a robust longitudinal rail system, often exceeding 12 meters in length to accommodate standard structural sections. The integration of Arc-voltage height control (AVHC) is critical here. AVHC maintains a constant distance between the plasma torch and the workpiece. On reflective metals like aluminum, surface irregularities can cause slight variations in the distance; the AVHC responds to voltage changes to adjust the Z-axis position instantaneously, preventing collisions and maintaining a consistent thermal density within the kerf.
Industrial Application of H-Beam Plasma Cutter
Anti-Reflection Technology: Electronic and Gas-Dynamic Solutions
The specific “anti-reflection” capabilities are achieved through a combination of electronic modulation and gas-dynamic shielding. For copper processing, the plasma gas mixture is often altered to include a higher percentage of hydrogen or nitrogen. This increases the energy density of the plasma jet, allowing it to pierce the reflective surface faster than the material can dissipate the heat.
From an electronic standpoint, the power sources in these H-beam cutters employ High-frequency arc stabilization. This technology prevents the back-feeding of electromagnetic interference (EMI) that can occur when cutting highly conductive and reflective materials. By isolating the control electronics from the high-frequency start-up noise, the machine maintains operational uptime and prevents data corruption within the CNC unit. This is particularly vital for the Mendoza industrial sector, where power grid stability can vary, and equipment resilience is a key operational requirement.
Operational Parameters for Copper and Aluminum Processing
When configuring the H-Beam Plasma Cutter for non-ferrous materials, specific data-driven parameters must be observed to ensure structural integrity. For aluminum H-beams used in specialized architectural or marine applications, the cutting speed is typically 20 percent higher than that of equivalent thickness mild steel. This higher velocity is necessary to prevent the heat-affected zone (HAZ) from expanding, which would otherwise degrade the mechanical properties of the alloy.
Data indicates that for 12mm aluminum plate sections within an H-beam structure, an amperage setting of 130A with a Nitrogen-Water injection shield provides the cleanest edge finish. The anti-reflection circuitry ensures that during the piercing phase, the molten metal blowback—which is highly reflective and electrically conductive—does not disrupt the torch’s capacitive sensors. This level of control allows for a bolt-hole tolerance of plus or minus 0.2mm, meeting stringent international aerospace and structural standards.
Mendoza as a Strategic Manufacturing Base
The geographic location of Mendoza provides a strategic advantage for the distribution of these specialized plasma systems throughout the Southern Cone. By integrating European and Asian components with local engineering expertise, manufacturers in the region have developed a hybrid maintenance model. This model focuses on the longevity of the consumables and the protection of the inverter power source against the harsh environmental conditions of the Cuyo region, including high dust levels and temperature fluctuations. The localization of anti-reflection tech support means that regional mining and construction projects can utilize copper and aluminum structural components with the same precision previously reserved for carbon steel.
Concluding Industry Insight: The Shift Toward Hybrid Material Fabrication
The global structural steel industry is witnessing a decisive shift toward the integration of hybrid materials. As engineers seek to reduce the weight of large-scale structures without sacrificing conductivity or corrosion resistance, the use of aluminum and copper in H-beam configurations is increasing. The deployment of the H-Beam Plasma Cutter with integrated anti-reflection technology in Mendoza represents a critical step in addressing this trend.
The industry insight for the coming decade points toward the convergence of plasma and fiber laser capabilities within a single structural processing cell. However, until laser technology can cost-effectively manage the massive thickness and varied profiles of H-beams, the specialized plasma systems will remain the primary tool for heavy fabrication. The focus will continue to sharpen on real-time data acquisition and adaptive power modulation. Facilities that invest in systems capable of handling reflective alloys today are positioning themselves at the forefront of a market that demands versatility, precision, and the ability to process high-value non-ferrous metals with minimal waste and maximum structural reliability.
Industrial Expertise & Support
Are you looking for high-performance H-Beam Plasma Cutter tailored for the Global market? Our engineering team provides comprehensive solutions for modern manufacturing.





