Optimization of Structural Steel Fabrication: A São Paulo Case Study
In the industrial corridors of São Paulo, Brazil, structural steel fabricators face increasing pressure to meet the infrastructure demands of a rapidly expanding urban landscape. Traditional methods of processing heavy structural sections, specifically H-beams, have historically relied on manual layout, mechanical drilling, and oxy-fuel cutting. These legacy processes are characterized by significant labor hours and high error margins. Recently, a Tier-1 steel fabricator in the region transitioned from manual processing to an automated H-Beam Plasma Cutter system. This technical transition resulted in a documented reduction in total cycle time from 72 hours to just 3 hours for a standard project batch. This article analyzes the technical parameters and logistical shifts that facilitated this 95.8% increase in operational efficiency.
The Legacy Bottleneck: Analyzing the 72-Hour Cycle
Before the implementation of automated plasma technology, the fabrication of H-beams involved a fragmented workflow. The process began with manual measurement and chalk-line marking, a stage highly susceptible to parallax errors and measurement inconsistencies. Following layout, operators utilized oxy-fuel torches for cutting and magnetic base drills for hole creation. Oxy-fuel cutting, while effective for thickness, introduces a large Heat Affected Zone (HAZ), necessitating secondary grinding operations to meet welding specifications.
In the São Paulo facility, a standard batch of 50 H-beams required approximately 24 hours for layout and marking, 30 hours for cutting and drilling, and an additional 18 hours for post-process grinding and correction. This 72-hour cycle created a significant throughput ceiling, limiting the facility’s ability to bid on high-volume infrastructure projects or fast-track commercial developments. Furthermore, the reliance on manual labor increased the Total Cost of Quality (TCoQ) due to the rework required when hole alignments deviated from the structural blueprints.
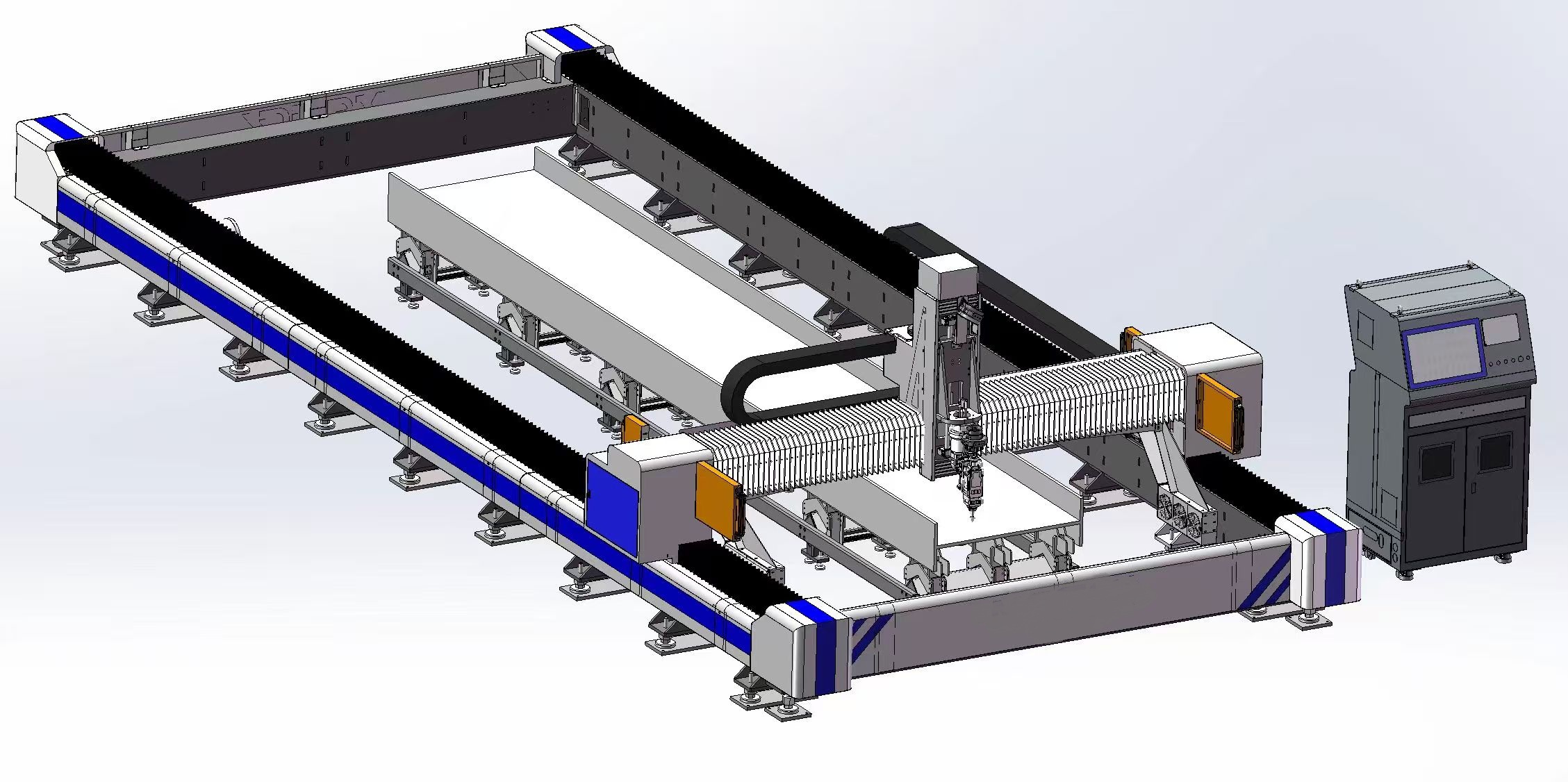
Technical Integration of the H-Beam Plasma Cutter
The solution centered on the integration of a multi-axis CNC plasma system specifically engineered for structural profiles. Unlike standard plate cutters, the 6-Axis Robotic Arm configuration allows the plasma torch to navigate the complex geometry of an H-beam, including the interior flanges and the central web, without repositioning the workpiece. This capability is critical for maintaining a unified coordinate system across all cuts.
The system utilizes high-definition plasma power sources capable of piercing thicknesses up to 50mm with high angular precision. By employing specialized software that interprets Tekla or AutoCAD files directly, the machine eliminates the manual layout phase entirely. The software executes Nesting Optimization, ensuring that the maximum number of parts is extracted from each raw beam length, thereby reducing scrap rates by an average of 12% compared to manual estimation.
Precision Engineering and Kerf Management
A critical technical advantage of the automated system is Kerf Compensation. In manual oxy-fuel cutting, the width of the material removed by the torch (the kerf) is inconsistent, leading to dimensional variances. The CNC plasma system calculates the kerf in real-time based on the nozzle orifice size, gas pressure, and cutting speed. This ensures that bolt holes and cope cuts are accurate within a tolerance of +/- 0.5mm. Such precision is vital for the structural integrity of high-rise buildings in seismic zones like certain regions bordering the Brazilian shield, where fit-up accuracy directly impacts the load-bearing performance of the steel frame.
Industrial Application of H-Beam Plasma Cutter
Comparative Data: Throughput and Resource Allocation
The transition to a 3-hour cycle time is not merely a result of faster cutting speeds but a fundamental restructuring of the workflow. The following breakdown illustrates the time allocation shift:
- Manual Layout: Reduced from 24 hours to 0 hours (Digital file upload takes minutes).
- Processing (Cutting/Drilling): Reduced from 30 hours to 2.5 hours via high-speed plasma arc.
- Secondary Finishing: Reduced from 18 hours to 0.5 hours due to minimal HAZ and dross-free cuts.
The H-Beam Plasma Cutter operates at travel speeds exceeding 2,500 mm/min on 12mm web thicknesses, whereas manual oxy-fuel rarely exceeds 400 mm/min when accounting for setup and torch stabilization. Additionally, the ability to cut bolt holes, notches, and weld preparations in a single pass eliminates the need for the beam to be moved between different work centers, drastically reducing crane wait times and internal logistics overhead.
Economic Impact in the Brazilian Market
São Paulo serves as the economic engine of Brazil, where industrial electricity costs and skilled labor wages are significant factors in overhead calculations. By compressing a three-day job into a three-hour window, the fabricator significantly reduced the kilowatt-hour (kWh) consumption per ton of processed steel. Although the plasma arc consumes more instantaneous power than an oxy-fuel torch, the total energy expenditure is lower because the machine’s uptime is utilized more efficiently.
Furthermore, the reduction in cycle time allows for “Just-In-Time” (JIT) delivery to construction sites. In the congested urban environment of São Paulo, storage space for fabricated steel is at a premium. The ability to process beams on demand reduces the need for large inventory yards, freeing up capital and reducing the risk of material oxidation during long storage periods.
Maintenance and Operational Continuity
Transitioning to high-tech automation requires a shift in maintenance philosophy. The São Paulo facility implemented a predictive maintenance schedule focusing on consumable life-tracking and gas purity. Using high-purity Oxygen as the plasma gas and Nitrogen as the shielding gas ensures the cleanest cuts on carbon steel. The CNC system monitors the wear of the electrode and nozzle, alerting operators before cut quality degrades. This prevents the “hidden” time losses associated with rework that frequently plagued the manual 72-hour cycle.
Concluding Industry Insight: The Shift Toward Autonomous Fabrication
The success of the H-Beam Plasma Cutter implementation in São Paulo highlights a broader trend in the global structural steel industry: the move from “mechanized” to “autonomous” fabrication. As labor markets tighten and project timelines compress, the competitive advantage is no longer found in the cost of raw materials, but in the velocity of processing. For B2B stakeholders, the primary takeaway is that cycle time reduction is the most effective lever for increasing EBITDA in steel service centers.
The reduction from 72 hours to 3 hours represents more than a speed increase; it represents a total digital transformation of the shop floor. Future developments in this sector will likely involve the integration of Artificial Intelligence to further refine nesting algorithms and the use of IoT sensors to provide real-time telemetry to project managers. For fabricators globally, the São Paulo case confirms that investing in high-degree-of-freedom CNC plasma technology is the baseline requirement for participation in the next generation of large-scale infrastructure development.
Industrial Expertise & Support
Are you looking for high-performance H-Beam Plasma Cutter tailored for the Global market? Our engineering team provides comprehensive solutions for modern manufacturing.

