Optimizing Structural Steel Fabrication: A Case Study in Santiago, Chile
The industrial sector in Santiago, Chile, particularly within mining infrastructure and seismic-resistant commercial construction, demands rigorous adherence to structural integrity and delivery timelines. Traditionally, the processing of heavy structural sections involved a fragmented workflow consisting of manual layout, mechanical drilling, and oxy-fuel torch cutting. In a recent industrial implementation for a major Chilean fabricator, this legacy process—which previously required 72 hours for a specific project volume—was condensed into a 3-hour cycle through the integration of a high-performance H-Beam Plasma Cutter. This transition represents a fundamental shift from manual labor-intensive methods to automated, data-driven fabrication.
The Technical Limitation of Manual Processing
Before the adoption of automated plasma technology, the fabrication facility in Santiago operated on a linear, manual production model. For a standard batch of H-beams requiring complex coping, bolt holes, and flange thinning, the workflow was divided into several discrete stages. First, technicians performed manual measurements and marking based on 2D paper drawings, a process prone to human error and cumulative tolerances. Second, magnetic base drills were utilized for hole production, which required significant setup time for each individual penetration.
The final stage involved oxy-fuel cutting for copes and notches. Oxy-fuel, while effective for thickness, introduces a significant Heat Affected Zone (HAZ) and requires extensive post-cut grinding to remove slag and carbon buildup. When accounting for material handling between stations, the total man-hours and machine-time aggregated to a 72-hour lead time for the project batch. This bottleneck restricted the facility’s throughput and increased the cost-per-ton of processed steel, making it difficult to compete for large-scale infrastructure tenders.
Implementation of 6-Axis Robotic Kinematics
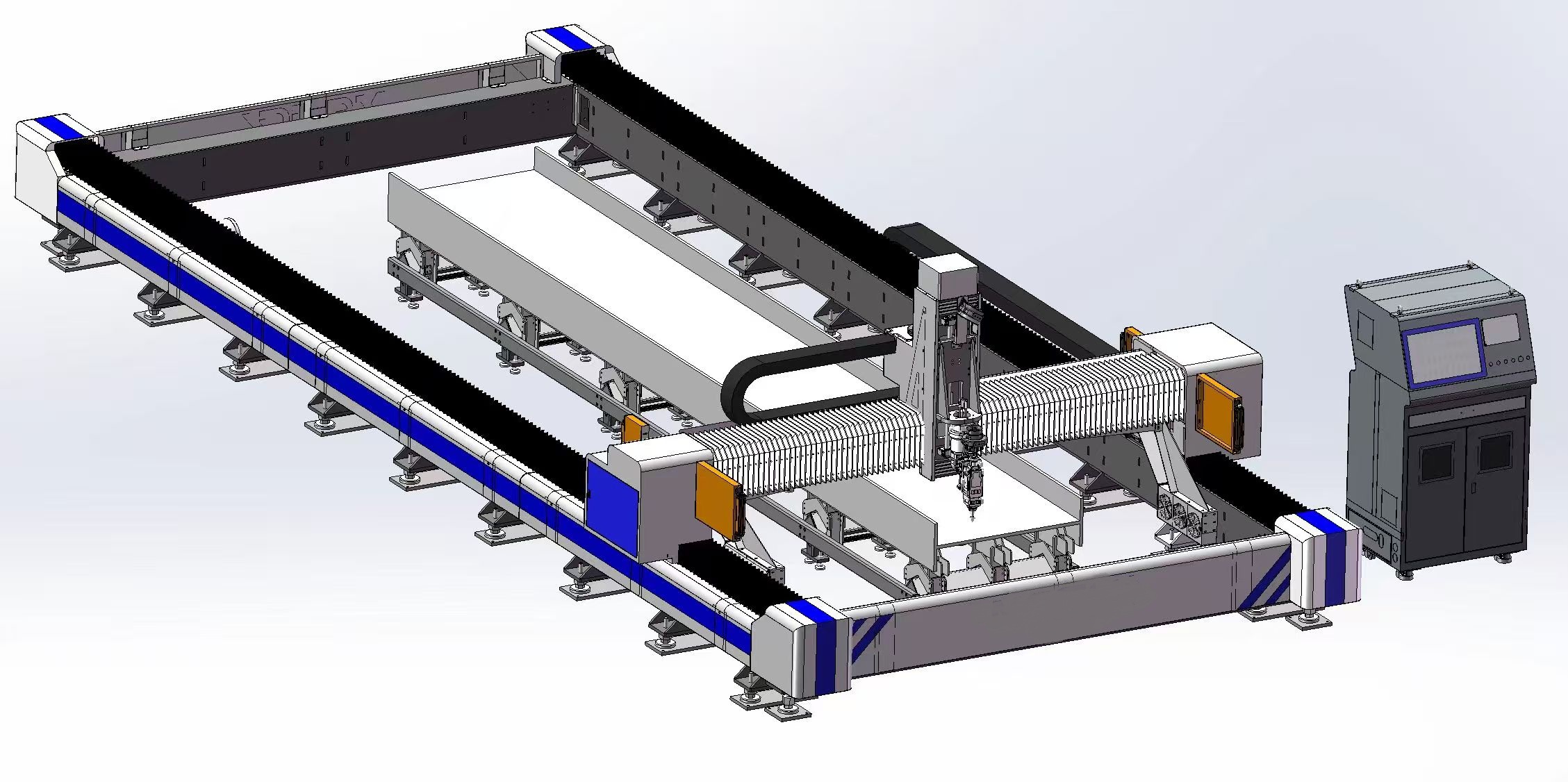
The solution centered on the deployment of a CNC-controlled H-Beam Plasma Cutter equipped with 6-axis robotic kinematics. Unlike traditional 3-axis machines, a 6-axis system allows the plasma torch to rotate and tilt around the beam, enabling it to reach the interior surfaces of the flanges and the web from multiple angles in a single pass. This capability is critical for Santiago’s structural requirements, where complex seismic connections often demand precise beveling and non-linear cuts.
The robotic arm is synchronized with a longitudinal conveyor system and a laser sensing array. As the beam enters the cutting cell, the sensors detect the actual dimensions of the profile, accounting for any mill tolerances or slight deviations in camber and sweep. The CNC controller then adjusts the cutting path in real-time to ensure that bolt holes and copes are positioned with an accuracy of +/- 0.5mm, regardless of the beam’s physical irregularities.
High-Definition Plasma Power Sources
A core component of the 3-hour cycle time is the use of a Hypertherm XPR300 power source. Traditional air plasma systems often struggle with angularity and dross on thicker structural sections. The XPR300 utilizes X-Definition technology, which significantly improves cut quality on mild steel by utilizing specialized gas mixing and nozzle designs. By employing oxygen-injected plasma, the system achieves a cleaner edge with a reduced HAZ, effectively eliminating the need for secondary grinding operations.
Industrial Application of H-Beam Plasma Cutter
Furthermore, the high-definition power source allows for “bolt-ready” holes. In previous iterations of plasma technology, the taper of the plasma arc made it difficult to produce holes that met the strict tolerance requirements for structural bolting. The current system uses optimized gas pressure and current ramping to produce cylindrical holes with minimal taper, allowing the fabricator to bypass the drilling station entirely.
BIM-to-CAM Integration and Workflow Automation
The reduction from 72 hours to 3 hours was not solely a result of faster cutting speeds; it was driven by the elimination of manual data entry and layout. The Santiago facility implemented a seamless BIM-to-CAM integration. Structural models generated in software such as Tekla Structures were exported as DSTV files directly to the plasma cutter’s processing software. This software automatically nests the required parts and generates the G-code for the robotic arm.
This digital thread ensures that the “as-built” beam matches the “as-designed” model with absolute fidelity. The 3-hour cycle time covers the entire process: loading the raw 12-meter H-beams onto the infeed conveyor, automated probing, plasma processing of all four sides (including holes, copes, and part marking), and outfeeding the finished component. The machine operates autonomously, requiring only one operator to oversee the system and manage material handling via overhead crane.
Quantitative Analysis of Time Savings
To understand the 95.8% reduction in cycle time, one must analyze the components of the 3-hour window:
1. Data Processing and Nesting: 15 minutes. The software processes the entire batch of DSTV files, calculating the most efficient cutting paths and material utilization.
2. Material Loading and Sensing: 30 minutes. Automated conveyors move the beams into position, and the laser sensors calibrate the machine to the physical workpiece.
3. Active Plasma Cutting: 120 minutes. The H-Beam Plasma Cutter executes all penetrations and profiles. High-speed travel between cuts and optimized pierce times minimize idle movement.
4. Unloading and Sorting: 15 minutes. Finished beams are moved to the shipping bay, already marked with part numbers and orientation lines for the assembly crew.
By contrast, the 72-hour manual process was plagued by “wait time”—the time material spent sitting between the marking station, the drilling station, and the cutting station. By consolidating these functions into a single robotic cell, the facility eliminated 69 hours of non-value-added movement and setup.
Industry Insight: The Future of Structural Steel Fabrication
The success of this implementation in Santiago highlights a broader trend in the global structural steel industry: the convergence of robotics and digital twin technology. As urban density increases and seismic codes become more stringent, the tolerance for error in structural fabrication continues to shrink. The transition to automated 3D plasma processing is no longer a luxury for high-volume producers; it is a technical necessity for maintaining margin in a competitive market.
The significant reduction in cycle time also addresses the skilled labor shortage currently affecting the global construction sector. By shifting the requirement from highly skilled manual layout technicians to CNC operators and BIM coordinators, fabricators can scale their output without a proportional increase in headcount. Looking forward, the integration of AI-driven nesting algorithms and real-time wear-part monitoring will further optimize these systems, pushing the boundaries of what is possible in structural steel throughput. The Santiago case study serves as a benchmark for how targeted technology investment can transform a traditional workshop into a high-precision manufacturing center.
Industrial Expertise & Support
Are you looking for high-performance H-Beam Plasma Cutter tailored for the Global market? Our engineering team provides comprehensive solutions for modern manufacturing.

