Optimizing Structural Steel Fabrication: The Shift from Manual to Automated Processing in Buenos Aires
The structural steel industry in Argentina has historically relied on labor-intensive methodologies for the preparation of heavy sections. In the industrial hubs surrounding Buenos Aires, the traditional workflow for processing large-scale H-beams involved a sequence of manual layout, mechanical drilling, and oxy-fuel cutting. For a standard project batch requiring complex copes, bolt holes, and flange thinning, this legacy process typically demanded a 72-hour production cycle. However, the integration of advanced H-Beam Plasma Cutter technology has fundamentally redefined these operational parameters, compressing the same workload into a 3-hour window.
This transition represents more than a mere increase in speed; it signifies a move toward high-precision digital manufacturing. By replacing disparate mechanical steps with a unified robotic system, fabricators are eliminating the cumulative errors associated with manual measurement and multi-station handling. The following analysis details the technical transition and the specific hardware-software synergies that facilitate this 95.8 percent reduction in cycle time.
The 72-Hour Bottleneck: Analyzing Manual Fabrication Constraints
To understand the magnitude of the 3-hour achievement, one must audit the inefficiencies of the traditional 72-hour cycle. In a conventional Buenos Aires workshop, the processing of an H-beam begins with manual marking. Technicians use physical blueprints to scribe centerlines and hole locations onto the steel surface. This stage is prone to parallax error and requires significant man-hours, particularly for beams exceeding 12 meters in length.
Following layout, the beams move to a radial drill or a magnetic base drill. Mechanical drilling is a slow process, limited by spindle speeds and the necessity for constant cooling. Furthermore, creating non-circular apertures or complex notches requires oxy-fuel torches, which produce a wide heat-affected zone (HAZ) and significant dross. The subsequent grinding required to meet structural welding codes adds further hours to the timeline. In this environment, material handling—moving the beam between the layout table, the drill press, and the cutting station—accounts for nearly 30 percent of the total cycle time.
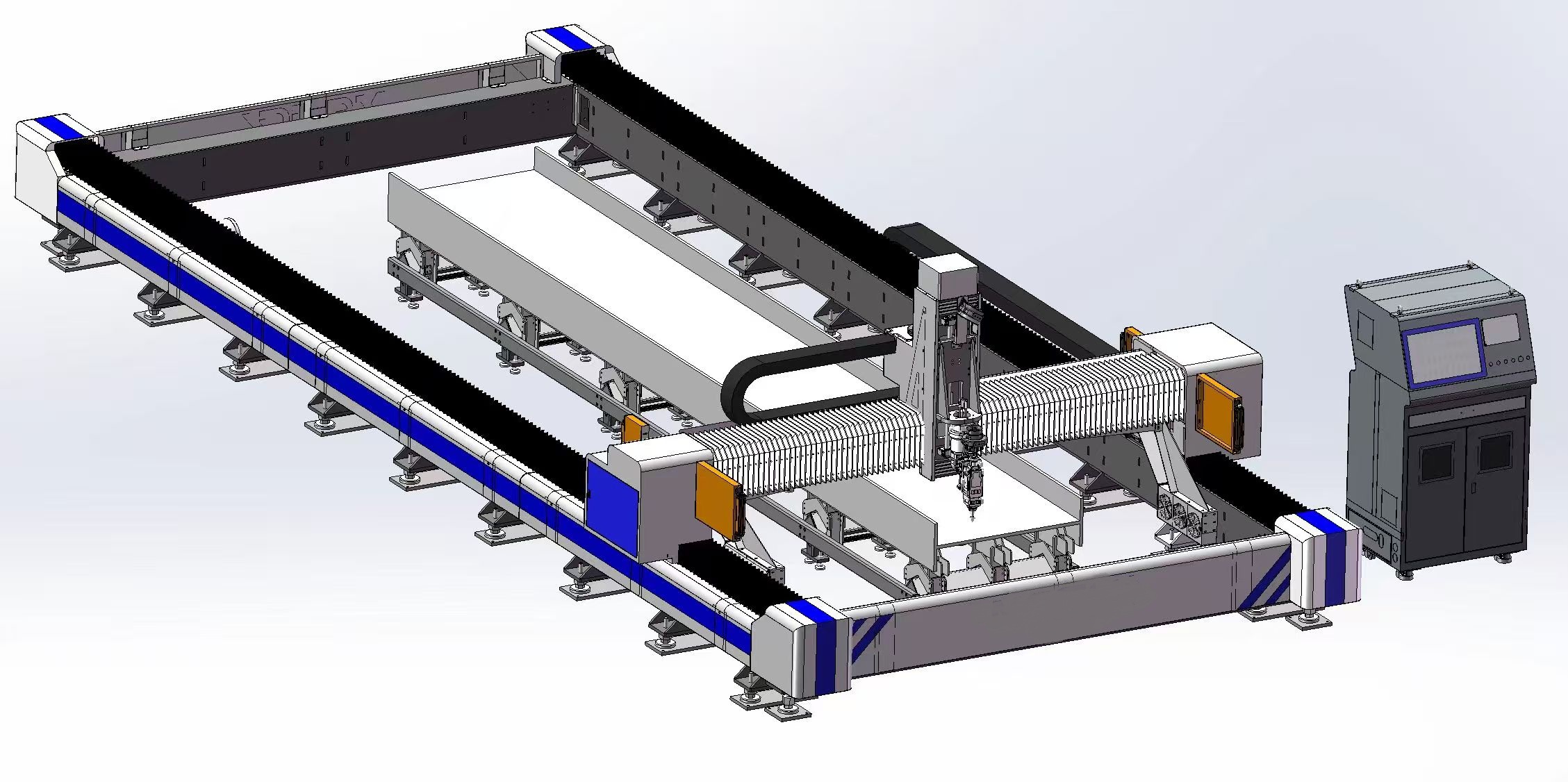
Industrial Application of H-Beam Plasma Cutter
Technical Architecture of the H-Beam Plasma Cutter
The solution implemented in the Buenos Aires facility centers on a multi-axis H-Beam Plasma Cutter equipped with a 6-axis robotic arm. Unlike stationary cutters, this system utilizes a robotic manipulator that can navigate the complex geometry of an H-beam, including the interior faces of the flanges and the central web, in a single pass.
The system is powered by a high-definition plasma power source capable of delivering 100 percent duty cycles at high amperages. The integration of CNC Robotic Interpolation allows the torch to maintain a constant standoff distance and optimal cutting angle, even when transitioning between the web and the flange. This precision is governed by sophisticated sensors that detect the actual dimensions of the beam, compensating for mill tolerances such as camber or sweep that are inherent in hot-rolled steel. By feeding real-time data back to the controller, the system adjusts the cutting path dynamically, ensuring that every bolt hole and cope aligns perfectly with the digital twin provided by the BIM software.
The Role of Automated Nesting and CAD/CAM Integration
A critical component in reducing the cycle time to 3 hours is the software layer. The facility utilizes direct integration between Tekla or Revit structures and the plasma cutter’s proprietary CAM software. This eliminates the manual layout phase entirely. The software performs Automated Nesting Optimization, arranging cuts to minimize scrap and calculating the most efficient path for the robotic arm.
Once the DSTV or IFC files are uploaded, the software generates the G-code required for the 6-axis movement. This digital workflow ensures that the time between design finalization and physical fabrication is minimized. In the Buenos Aires case study, the transition from file receipt to active cutting was reduced from several hours of planning to less than fifteen minutes of data processing.
Thermal Management and Edge Quality
One of the primary technical challenges in rapid plasma cutting is managing the thermal input to the beam. Excessive heat can lead to structural warping, particularly in thinner-web H-beams. The modern H-Beam Plasma Cutter employs high-velocity gas flows (typically oxygen or nitrogen mixes) to constrict the plasma arc. This results in a narrower kerf and a significantly smaller heat-affected zone compared to oxy-fuel methods.
The resulting edge quality meets the ISO 9013 range 3 or 4 standards, which often eliminates the need for secondary grinding. For the Buenos Aires facility, this meant that beams could move directly from the cutting bed to the assembly and welding area. The elimination of the post-processing phase is a major factor in achieving the 3-hour throughput goal for the entire batch.
Economic Impact and Labor Reallocation
Reducing cycle time from 72 hours to 3 hours has profound implications for the operational expenditure (OPEX) of a fabrication firm. In the context of the Argentinian market, where labor costs and project deadlines are under constant pressure, this efficiency gain allows for a higher volume of projects without increasing the physical footprint of the shop. The labor force previously dedicated to manual layout and drilling can be reallocated to high-value tasks such as specialized welding and quality assurance.
Furthermore, the reduction in material handling significantly lowers the risk of workplace accidents. Heavy overhead crane movements are minimized as the beam remains stationary while the 6-axis robot performs all necessary operations. The precision of the plasma-cut holes also ensures faster assembly in the field, reducing the time required for site erection—a secondary but vital benefit for the end-client.
Conclusion: Industry Insight and the Future of Global Fabrication
The case study in Buenos Aires serves as a microcosm for a broader trend in global structural steel fabrication: the transition toward Fully Integrated Structural Automation. As infrastructure projects become more complex and delivery timelines tighten, the reliance on manual processing is becoming a liability. The reduction of a 72-hour cycle to 3 hours is not merely an incremental improvement; it is a paradigm shift that enables regional fabricators to compete on a global scale.
The technical insight for the industry is clear: the value of an H-Beam Plasma Cutter lies not just in its cutting speed, but in its ability to consolidate multiple manufacturing steps into a single, data-driven event. As machine learning begins to enter the CAM software space, we can expect even further optimizations in toolpathing and predictive maintenance. For B2B stakeholders, the investment in robotic plasma technology is no longer an optional upgrade but a fundamental requirement for maintaining relevance in a high-throughput industrial economy. The success in Argentina demonstrates that even in markets with established traditional methods, the adoption of high-precision automation yields an immediate and transformative return on investment.
Industrial Expertise & Support
Are you looking for high-performance H-Beam Plasma Cutter tailored for the Global market? Our engineering team provides comprehensive solutions for modern manufacturing.

