Accelerating Structural Steel Fabrication: The 72-Hour to 3-Hour Transition in Bogotá
The structural steel industry in Bogotá, Colombia, has historically relied on fragmented fabrication workflows characterized by manual layout, mechanical drilling, and oxygen-fuel cutting. While these methods are foundational, they represent a significant bottleneck in the modern construction supply chain. In a recent industrial implementation within Bogotá’s burgeoning infrastructure sector, the integration of a high-capacity H-Beam Plasma Cutter has redefined operational throughput. By transitioning from legacy mechanical processes to a fully automated robotic plasma environment, a leading regional fabricator successfully reduced the production cycle for a standard structural batch from 72 hours to just 3 hours.
This leap in efficiency is not merely a result of faster cutting speeds; it is the outcome of consolidating multiple fabrication stages—marking, coping, drilling, and trimming—into a single, continuous automated sequence. For global B2B stakeholders, this case study serves as a technical benchmark for how localized manufacturing hubs can leverage advanced thermal cutting technology to meet international lead-time requirements.
The Legacy Bottleneck: Analyzing the 72-Hour Cycle
Before the implementation of automated plasma systems, the fabrication of H-beams and I-sections involved several discrete stations. The process began with manual measurement and chalk-line marking, a phase prone to human error and parallax discrepancies. Following layout, the beams were moved via overhead crane to a band saw for length adjustment, then to a magnetic drill press for bolt hole creation, and finally to a manual oxy-fuel station for complex coping and web penetrations.
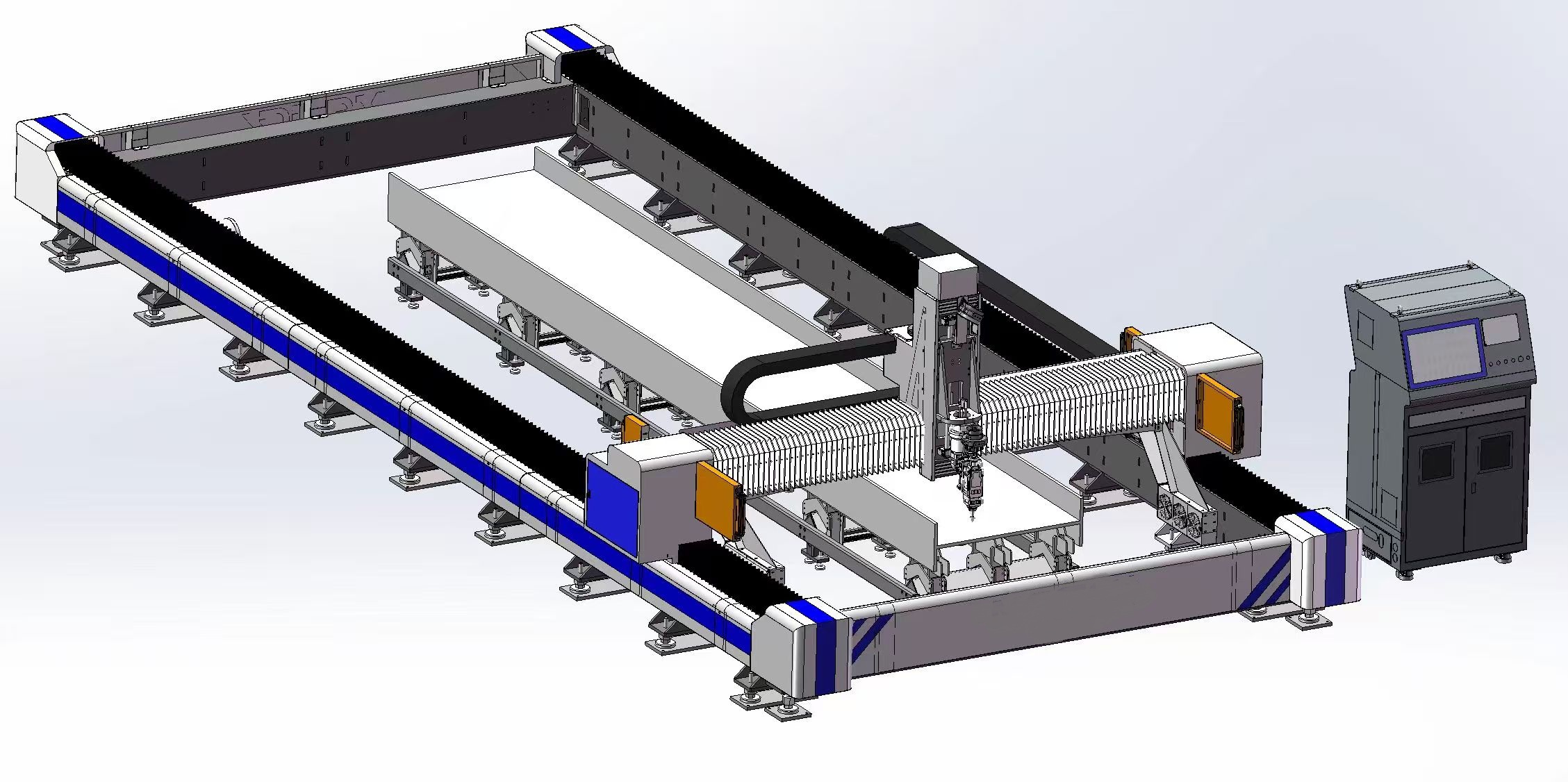
Industrial Application of H-Beam Plasma Cutter
The 72-hour cycle was consumed largely by “material handling” and “dwell time.” Each time a beam was moved between stations, the risk of misalignment increased, and the labor hours accumulated. Furthermore, the mechanical drilling process for high-tensile steel is inherently slow, requiring constant lubrication and tool replacement. In the context of Bogotá’s competitive construction market, these delays often resulted in liquidated damages and stalled site assembly.
Technical Specifications of the H-Beam Plasma Cutter
The introduction of the H-Beam Plasma Cutter solved these inefficiencies through the use of Multi-Axis Robotics. The system deployed in Bogotá features a specialized robotic arm capable of 360-degree rotation around the workpiece. This allows for the processing of all four sides of a structural member without the need to flip or rotate the beam manually.
Key technical parameters of the system include:
- High-Definition Plasma Power Source: Utilizing refined arc constriction to achieve laser-like edge quality.
- Automatic Torch Height Control (THC): Real-time voltage sampling ensures the torch maintains the optimal standoff distance, compensating for any inherent deviations in the beam’s straightness.
- Probing and Sensing: Laser sensors detect the exact dimensions of the flange and web, adjusting the cutting path to account for mill tolerances in the raw steel.
By utilizing an oxygen-based plasma gas for carbon steel, the system achieves a narrow kerf and a minimal Heat-Affected Zone (HAZ). This is critical for structural integrity, as excessive heat can alter the grain structure of the steel, potentially leading to embrittlement at the connection points.
Digital Integration: BIM to Machine Workflow
A pivotal factor in reducing the cycle time to 3 hours is the elimination of manual data entry. The system utilizes Automated Nesting software that directly imports DSTV or STEP files from Building Information Modeling (BIM) platforms such as Tekla Structures or Autodesk Revit. This digital continuity ensures that the “as-designed” geometry is identical to the “as-cut” component.
The software calculates the most efficient cutting sequence to minimize torch travel and optimize gas consumption. It also allows for the nesting of multiple small parts within the scrap sections of larger beams, significantly increasing material yield. In the Bogotá facility, this software integration reduced the “office-to-floor” transition time from several hours of manual drafting to a few minutes of file processing.
The 3-Hour Workflow Breakdown
The reduction to a 3-hour cycle time is achieved through the following streamlined phases:
1. Loading and Alignment: The beam is placed on a motorized conveyor system. The machine’s internal sensors automatically locate the leading edge and zero the coordinates.
2. Simultaneous Processing: The robotic head executes all bolt holes, cope cuts, and miter cuts in a single pass. While a mechanical drill might take minutes per hole, the plasma arc pierces and circles the perimeter in seconds.
3. Automated Marking: The plasma torch can be detuned to a lower amperage for “layout marking.” This allows the machine to etch weld locations, part numbers, and orientation marks directly onto the steel, eliminating the need for manual measuring during the assembly phase.
4. Unloading and Inspection: The finished beam exits the cutting cell ready for immediate fit-up or painting. The precision is such that secondary grinding is rarely required.
Quality Assurance and Tolerance Management
In structural engineering, precision is a safety requirement. The H-Beam Plasma Cutter maintains tolerances within +/- 1mm over the length of the beam. This level of accuracy is nearly impossible to achieve with manual oxy-fuel cutting. For the Bogotá project, this meant that when the beams arrived at the construction site, the bolt holes aligned perfectly with the base plates and connecting members, reducing the need for costly field modifications or “reaming” of holes.
Furthermore, the high-definition plasma process minimizes the dross (slag) accumulation on the underside of the cut. This is achieved by precise control of the plasma gas flow and the cutting speed, ensuring that the metallurgical properties of the steel remain within the specified design limits.
Concluding Industry Insight
The transition from a 72-hour cycle to a 3-hour cycle in Bogotá is a microcosm of a larger global shift toward “Smart Fabrication.” As urban density increases and project timelines compress, the structural steel industry can no longer afford the linear, station-based workflows of the past. The adoption of robotic plasma technology represents a move toward “lean” manufacturing principles where material handling is minimized and data-driven precision is maximized.
For global contractors and developers, the lesson is clear: the geographic location of a fabrication facility is becoming less important than its technological stack. A facility in Bogotá equipped with an advanced H-Beam Plasma Cutter can now compete on speed, cost, and quality with any Tier-1 fabricator worldwide. The future of structural steel lies in the total integration of BIM data with multi-axis thermal cutting, turning complex engineering designs into physical reality with unprecedented velocity.
Industrial Expertise & Support
Are you looking for high-performance H-Beam Plasma Cutter tailored for the Global market? Our engineering team provides comprehensive solutions for modern manufacturing.

