Precision Engineering: The Role of H-Beam Plasma Cutting in Santiago’s Industrial Sector
The industrial landscape of Santiago, Chile, serves as a critical hub for structural steel fabrication, driven largely by the demands of the regional mining sector and large-scale infrastructure projects. In these environments, the structural integrity of H-beams is non-negotiable. The integration of the H-Beam Plasma Cutter into local fabrication workflows has transitioned from an optional upgrade to a technical necessity. This shift is primarily motivated by the requirement for high-precision 45-degree beveling, a process essential for achieving the deep penetration welds required in seismic-prone regions. By utilizing high-definition plasma arcs, fabricators in Santiago are now able to execute complex geometries on heavy-duty profiles with tolerances that manual processes cannot replicate.
The technical requirement for a 45-degree bevel is rooted in the need for a “V” or “Y” groove joint preparation. This geometry allows the welding electrode to reach the root of the joint, ensuring a metallurgical bond that spans the entire thickness of the flange and web. In the context of Santiago’s rigorous building codes, which prioritize ductile performance during seismic events, the precision of this bevel directly correlates to the safety and longevity of the structure. This article examines the mechanical specifications, thermal dynamics, and economic implications of implementing automated plasma beveling in high-output fabrication environments.
Mechanical Kinematics of 5-Axis Beveling Systems
Standard 2D plasma systems are restricted to vertical cuts, which are insufficient for modern structural requirements. The H-Beam Plasma Cutter employed in advanced Santiago facilities utilizes 5-axis or 6-axis robotic kinematics. This allows the plasma torch to tilt and rotate around the H-beam profile, maintaining a constant standoff distance while executing a 45-degree angle. The complexity of this movement is managed by sophisticated CNC algorithms that compensate for the “torch lead” and “arc lag” inherent in plasma technology.
When cutting a 45-degree bevel on an H-beam flange, the system must calculate the increased material thickness encountered by the arc. A vertical cut on a 20mm flange only requires the arc to penetrate 20mm of steel. However, at a 45-degree angle, the effective thickness increases to approximately 28.28mm. The CNC system must automatically adjust the voltage and gas flow rates in real-time to maintain arc stability and prevent dross accumulation. This level of synchronization ensures that the resulting bevel is uniform across the entire length of the beam, providing a consistent landing for the subsequent welding process.
Optimizing the Heat-Affected Zone (HAZ)
One of the primary technical challenges in plasma cutting is the management of the Heat-Affected Zone (HAZ). Excessive heat input can alter the grain structure of the carbon steel, leading to localized hardening or embrittlement. In Santiago’s heavy industry, where H-beams often support dynamic loads in mining concentrators, minimizing the HAZ is vital. High-definition plasma systems utilize a constricted arc with higher energy density compared to conventional plasma. This concentration of energy allows for faster travel speeds, which reduces the total heat input into the base metal.
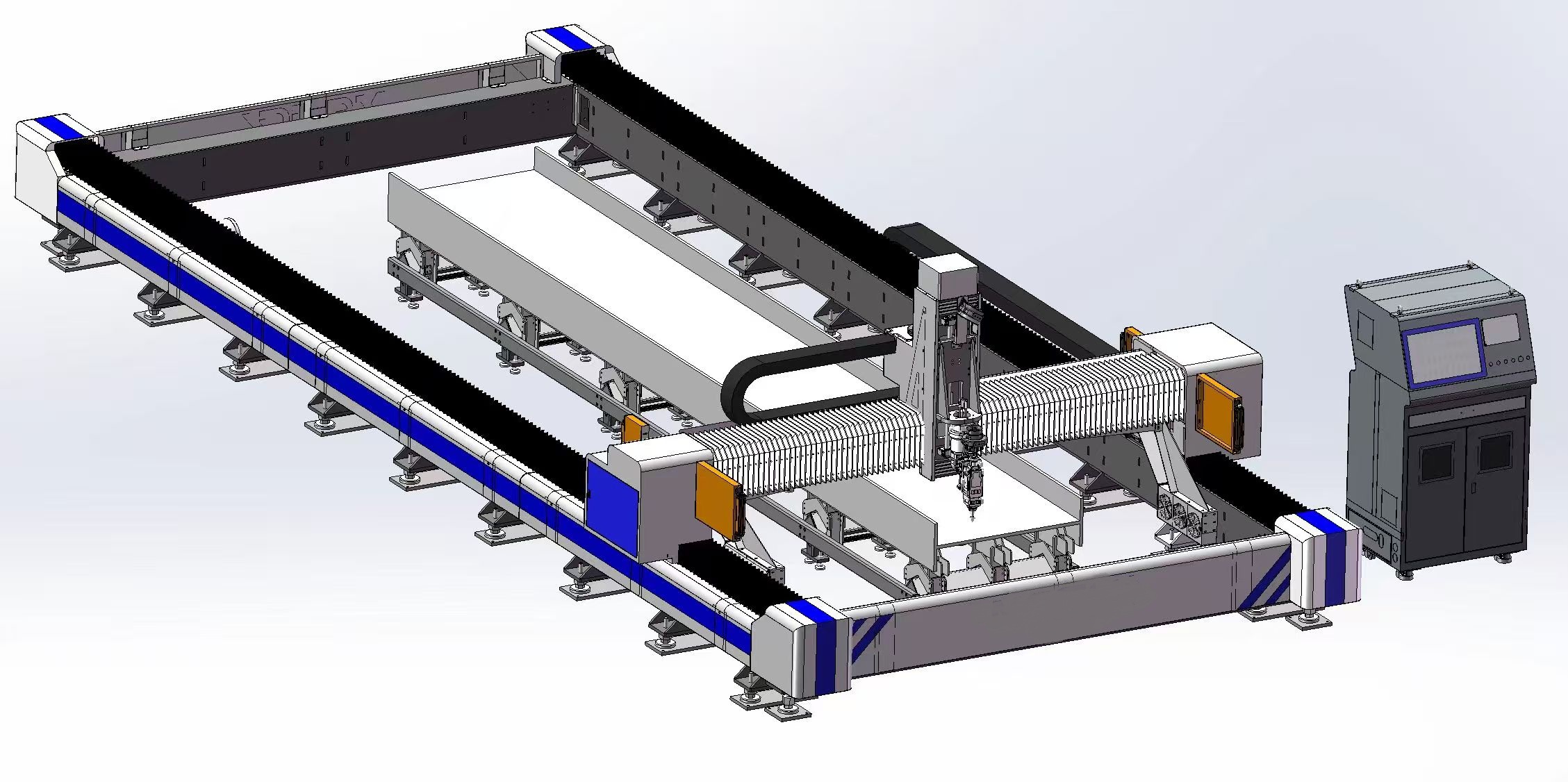
Industrial Application of H-Beam Plasma Cutter
The 45-degree beveling process, by its nature, exposes more surface area to the thermal energy of the plasma. Advanced cutters mitigate this by using secondary shielding gases—typically a mix of oxygen and nitrogen or specialized H35 (35% hydrogen, 65% argon) for thicker sections. These gases assist in cooling the edges of the cut while simultaneously flushing out molten metal. The result is a clean, beveled edge with a negligible HAZ, ensuring that the mechanical properties of the H-beam remain within the specified design parameters for the project.
Integration of Full Penetration Welding Protocols
Seamless welding is the ultimate objective of precise edge preparation. In structural engineering, a Complete Joint Penetration (CJP) weld is required for critical connections. Without a precise 45-degree bevel, the welder or welding robot would struggle to achieve the necessary root fusion. The H-Beam Plasma Cutter ensures that the “root face” or “land” of the bevel is consistent to within +/- 0.5mm. This consistency is paramount when using automated Submerged Arc Welding (SAW) or Gas Metal Arc Welding (GMAW) systems.
In the fabrication shops of Santiago, the transition to automated beveling has significantly reduced the volume of weld filler metal required. When a bevel is inconsistent, the “gap” or “fit-up” varies, forcing the welder to compensate with additional passes. This not only increases consumable costs but also introduces more heat into the joint, increasing the risk of distortion. By providing a perfect 45-degree prep, the plasma cutter enables a Full Penetration Welding workflow that is faster, uses fewer consumables, and results in a superior aesthetic and structural finish.
Operational Efficiency and Throughput in South American Hubs
The economic justification for high-end plasma systems in Chile lies in the reduction of secondary operations. Traditionally, H-beams were cut to length using saws, and bevels were applied manually using oxy-fuel torches or handheld grinders. This manual approach is labor-intensive and prone to human error. A robotic plasma system can perform the cut-to-length operation, the 45-degree beveling, and the bolt-hole drilling in a single continuous cycle. This consolidation of tasks eliminates the need for moving heavy beams between different stations, thereby reducing crane time and floor space requirements.
Furthermore, the software integration allows for direct importing of TEKLA or AutoCAD files. The H-Beam Plasma Cutter reads the 3D model data and generates the cutting path automatically. This “BIM-to-Machine” workflow ensures that the physical component is an exact replica of the digital design. For international contractors operating in Chile, this digital traceability is a key requirement for quality assurance and project management compliance.
Technical Specifications and Gas Dynamics
Achieving a “seamless” weld prep requires careful selection of plasma power sources. Systems rated at 200 to 400 amps are standard for H-beam lines. The gas dynamics play a crucial role: oxygen is typically used for carbon steel to take advantage of the exothermic reaction, which increases cutting speed. However, for 45-degree beveling, the use of a “vented” nozzle design is often preferred. This helps to stabilize the arc as it enters the material at an angle, preventing the arc from “wandering” which would result in an uneven bevel angle.
Voltage sensing is another critical component. As the torch moves across the flange of an H-beam, any slight deviation in the beam’s straightness (camber or sweep) will change the distance between the torch and the metal. An automated Torch Height Control (THC) system adjusts the Z-axis position in milliseconds based on arc voltage feedback. This ensures that even on a beam with slight manufacturing irregularities, the 45-degree bevel remains perfectly uniform relative to the surface of the material.
Concluding Industry Insight: The Shift Toward Automated Structural Integrity
The evolution of the fabrication industry in Santiago, Chile, reflects a broader global trend toward high-precision automation. As structural designs become more complex and safety margins tighter, the reliance on manual edge preparation is becoming obsolete. The adoption of the H-Beam Plasma Cutter for 45-degree beveling represents a significant leap in manufacturing maturity. By standardizing the quality of the weld preparation, companies are effectively de-risking the most critical phase of structural assembly: the weld joint.
Looking forward, the integration of Artificial Intelligence and real-time monitoring within these plasma systems will likely further refine the process. We expect to see systems that can automatically compensate for material grade variations and ambient temperature fluctuations, further narrowing the margin for error. For the global B2B market, the Chilean example demonstrates that investing in high-specification beveling technology is not merely an operational expense, but a strategic asset that ensures compliance with the most stringent international engineering standards. The future of seamless welding lies in the precision of the cut, and that precision is currently being defined by the intersection of robotic kinematics and high-definition plasma physics.
Industrial Expertise & Support
Are you looking for high-performance H-Beam Plasma Cutter tailored for the Global market? Our engineering team provides comprehensive solutions for modern manufacturing.

