Introduction: Advancing Structural Steel Fabrication in the Southern Cone
The industrial landscape of Montevideo, Uruguay, is currently undergoing a significant transition toward high-precision automated fabrication. As a strategic maritime and logistics hub, the region demands robust infrastructure components, primarily heavy structural steel. The integration of the H-Beam Plasma Cutter with a 4-chuck stability system represents a critical shift from manual layout and mechanical sawing to integrated CNC thermal processing. This technical evolution addresses the specific challenges of processing large-scale H-beams, I-beams, and channels used in port expansions, bridge construction, and industrial warehousing.
The Engineering Logic of the 4-Chuck Synchronization System
In traditional 2-chuck or 3-chuck configurations, long-span structural profiles often suffer from gravitational deflection and rotational instability. When processing heavy-duty H-beams that exceed 12 meters in length, the mechanical stress on the workpiece can lead to dimensional inaccuracies. The 4-chuck system implemented in Montevideo’s latest fabrication facilities utilizes a synchronized clamping mechanism that ensures the workpiece remains perfectly axial throughout the entire cutting cycle.
The first and second chucks serve as the primary feed and rotation units, while the third and fourth chucks provide secondary support and “zero-tailing” capability. This 4-chuck synchronization allows the machine to maintain a rigid grip on the profile even as the center of gravity shifts during the cutting process. By eliminating the vibration associated with cantilevered beam ends, the system achieves a positioning accuracy of +/- 0.5mm over the full length of the beam, which is essential for bolt-hole alignment in complex steel assemblies.
Mechanical Stability and Vibration Dampening
Heavy structural steel processing generates significant harmonic vibrations, particularly during high-speed plasma arc movement. The 4-chuck architecture acts as a mechanical dampener. Each chuck is equipped with independent servo-driven cylinders that adjust clamping pressure based on the beam’s cross-sectional geometry. This prevents deformation of thinner flanges while providing enough force to rotate beams weighing several tons. In the context of Montevideo’s manufacturing sector, this stability allows for higher feed rates without compromising the surface finish of the cut.
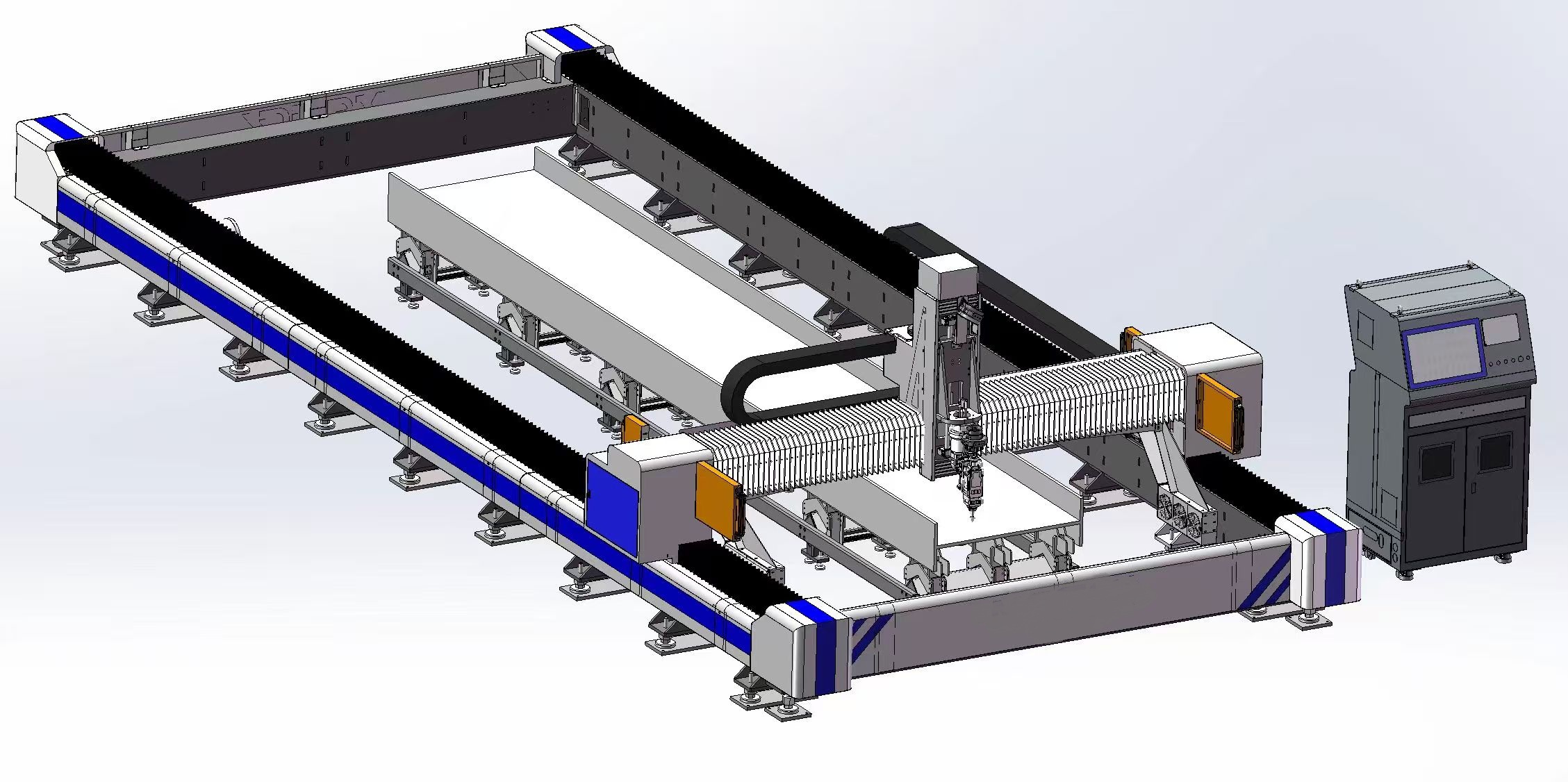
Industrial Application of H-Beam Plasma Cutter
Thermal Processing and Plasma Arc Precision
The heart of the H-Beam Plasma Cutter is its multi-axis robotic head, typically featuring 6 to 8 degrees of freedom. This allows the plasma torch to access all four sides of the H-beam, including the interior web and the outer flanges, in a single pass. The use of high-definition plasma power sources enables the system to achieve narrow kerf widths and minimal heat-affected zones (HAZ).
Kerf Compensation and Beveling Capabilities
Advanced CNC controllers integrated into these machines utilize real-time kerf compensation algorithms. As the plasma electrode wears, the system automatically adjusts the torch offset to maintain dimensional tolerances. Furthermore, the 4-chuck stability is vital for complex beveling. Whether executing a K-cut, Y-cut, or a miter cut for mitered joints, the torch must maintain a precise standoff distance. The 4-chuck system ensures that the beam does not “wobble” during rotation, which would otherwise lead to inconsistent bevel angles and require secondary grinding before welding.
Operational Efficiency in the Montevideo Industrial Corridor
For B2B stakeholders in Uruguay, the primary metric of success is throughput per square meter of floor space. The 4-chuck H-beam cutter streamlines the workflow by combining multiple operations—marking, drilling, sawing, and beveling—into a single workstation. This reduces the need for heavy overhead cranes to move workpieces between different machines, significantly lowering the risk of workplace injuries and material damage.
Zero-Tailing and Material Utilization
One of the most significant cost-saving features of the 4-chuck design is the ability to process the beam to its absolute end. In 2-chuck systems, a “tail” of several hundred millimeters is often left unusable because the chucks cannot safely hold the remaining short piece. The 4-chuck configuration allows the trailing chucks to pass the workpiece through to the leading chucks, enabling the plasma torch to cut right to the edge. In high-volume structural projects, reducing scrap by even 3-5% results in substantial annual savings on raw material procurement.
Technical Specifications and Control Integration
The systems currently being deployed in Montevideo utilize industrial-grade CNC platforms capable of reading direct BIM (Building Information Modeling) exports. By importing TEKLA or AutoCAD files directly into the machine’s software, fabricators eliminate manual data entry errors. The control system manages the thermal deformation control by optimizing the cutting sequence, ensuring that heat buildup does not warp the structural integrity of the H-beam.
- Maximum Beam Profile: 1200mm x 600mm
- Minimum Profile: 100mm x 100mm
- Plasma Power Source: 130A to 400A (High Definition)
- Rotation Speed: Variable via AC Servo Control
- Cutting Speed: Up to 3000mm/min depending on wall thickness
The Strategic Role of Montevideo in South American Steel Fabrication
Montevideo serves as a gateway for the Mercosur region. The adoption of 4-chuck plasma technology allows local Uruguayan firms to compete with international fabricators by offering shorter lead times and higher precision. As offshore wind projects and deep-water port expansions move forward, the demand for beams that require zero-tolerance fit-up will increase. The stability provided by the 4-chuck system ensures that even under the most demanding schedules, the structural components produced meet international ISO and AISC standards.
Concluding Industry Insight
The transition toward 4-chuck stability in plasma cutting is not merely an incremental upgrade; it is a fundamental shift in how heavy structural steel is handled as a dynamic workpiece. In the global B2B landscape, the distinction between “commodity fabrication” and “precision engineering” lies in the control of mechanical variables. By anchoring the workpiece at four points, fabricators in Montevideo are effectively neutralizing the physical limitations of long-span steel. Moving forward, the industry will likely see further integration of artificial intelligence to predict tool wear and optimize nesting patterns in real-time. For now, the 4-chuck H-Beam Plasma Cutter remains the gold standard for any facility aiming to minimize waste and maximize structural accuracy in the Southern Hemisphere’s growing infrastructure market.
Industrial Expertise & Support
Are you looking for high-performance H-Beam Plasma Cutter tailored for the Global market? Our engineering team provides comprehensive solutions for modern manufacturing.
Contact Experts
