Introduction: The Industrial Evolution in Córdoba’s Structural Steel Sector
The industrial landscape of Córdoba, Argentina, has long been defined by its robust automotive and agricultural machinery sectors. However, the structural steel fabrication industry in this region has recently faced increasing pressure to meet global lead times and precision standards. Traditional methods of processing heavy structural members, specifically H-beams, relied heavily on manual layout, mechanical drilling, and oxy-fuel cutting. These legacy processes frequently resulted in extended cycle times, high labor costs, and significant margin for human error.
A recent implementation of an automated H-Beam Plasma Cutter at a leading fabrication facility in Córdoba has demonstrated a radical shift in production metrics. By transitioning from a fragmented manual workflow to a centralized CNC robotic system, the facility successfully reduced the cycle time for a standard production batch from 72 hours to just 3 hours. This analysis examines the technical parameters, software integration, and mechanical efficiencies that facilitated this 24x increase in throughput.
The Baseline: Deconstructing the 72-Hour Manual Workflow
To understand the magnitude of the improvement, it is necessary to audit the previous manual process utilized by the Córdoba facility. Processing a standard batch of structural H-beams involved several discrete stages, each prone to delays. The workflow began with manual layout, where technicians used measuring tapes and soapstone to mark cut lengths, bolt hole centers, and cope geometries based on 2D paper drawings.
Following layout, the beams were moved via overhead crane to an oxy-fuel station for rough cutting. This thermal process, while effective for thickness, required slow travel speeds and produced a wide kerf with significant dross accumulation. Subsequent to cutting, the beams were moved to a radial drill press. Drilling large diameter holes in high-tensile steel is a time-intensive mechanical process that requires constant tool cooling and frequent bit replacement. Finally, manual grinding was required to remove slag and ensure the Heat-Affected Zone (HAZ) did not interfere with weld integrity or bolt fitment. When accounting for material handling between stations and the inherent slowness of manual operations, the total accumulated time for a project batch reached 72 hours.
Technical Specifications of the Automated Solution
The core of the technological upgrade is a multi-axis CNC system featuring 6-axis robotic integration. Unlike traditional 2D plasma tables, this system utilizes a robotic arm capable of reaching all four sides of an H-beam, including the interior of the flanges and the web, without the need to rotate the workpiece.
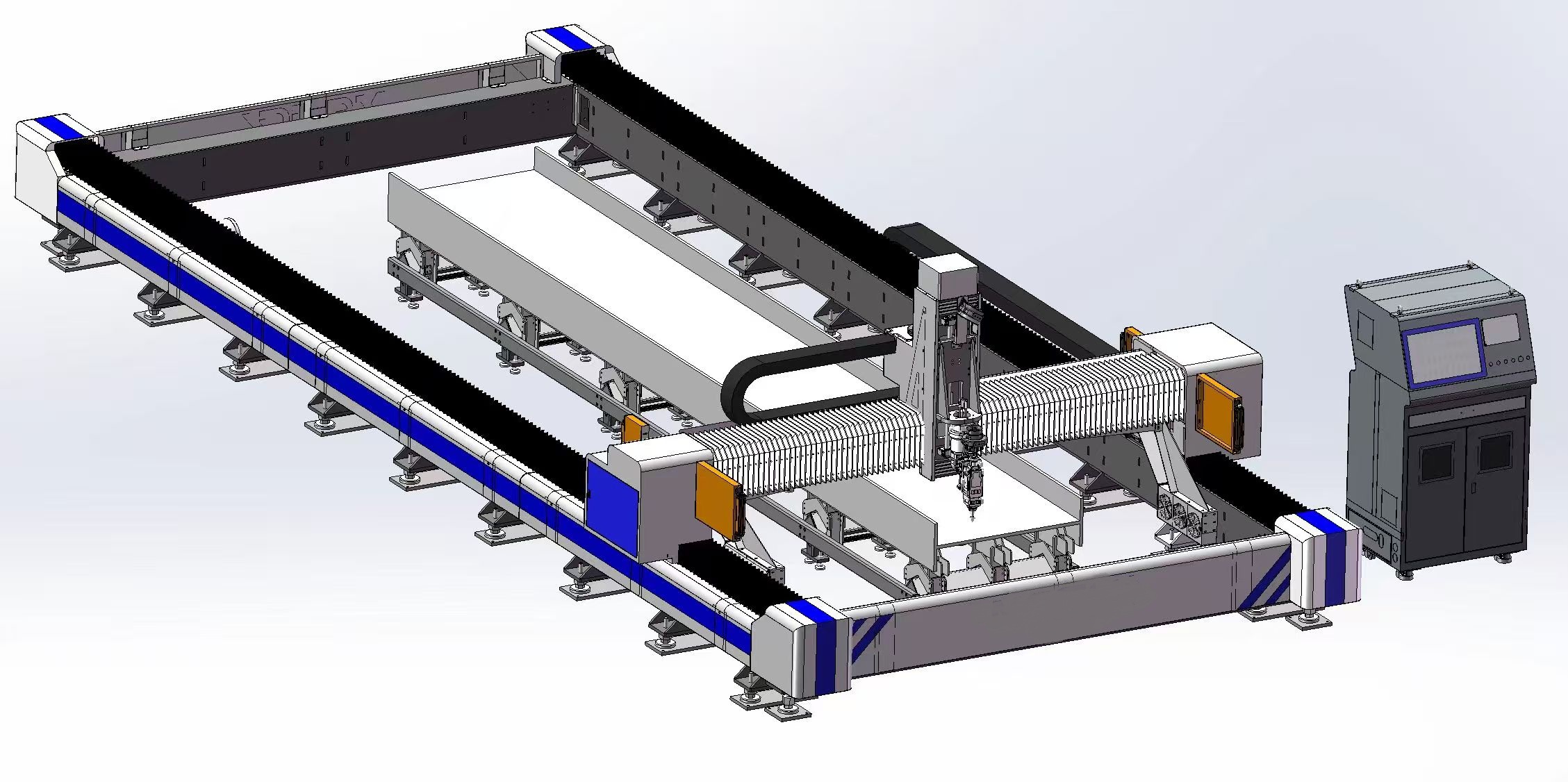
Industrial Application of H-Beam Plasma Cutter
The system is powered by a high-definition plasma power source capable of delivering 300 to 400 amps of current. This allows for piercing and cutting speeds that far exceed oxy-fuel capabilities. For example, while oxy-fuel might travel at 15-20 inches per minute (IPM) on 1-inch thick steel, high-definition plasma can maintain speeds of over 60 IPM with superior edge quality. The integration of sophisticated gas consoles allows for the automatic switching between oxygen, nitrogen, and H35 (argon-hydrogen) mixtures to optimize the cut based on the specific metallurgy of the H-beam.
CAD/CAM Interoperability and Workflow Digitalization
A critical factor in reducing the cycle time to 3 hours was the elimination of manual layout through CAD/CAM interoperability. The facility implemented a software bridge that allows for the direct import of 3D BIM (Building Information Modeling) files, such as those generated in Tekla Structures or Revit.
The software automatically extracts geometric data, including miter angles, bolt hole diameters, and complex copes. It then generates the toolpath for the robotic arm and optimizes the nesting of parts on the raw stock to minimize scrap. This digital transition ensures that the “layout” phase is completed in seconds rather than hours. Furthermore, the CNC system utilizes laser probing to detect the actual dimensions and any slight deviations or camber in the physical beam. The software then compensates the toolpath in real-time, ensuring that every cut and hole is placed with sub-millimeter precision relative to the actual material geometry.
Analyzing the 3-Hour Cycle: Efficiency Gains
The reduction to a 3-hour cycle time is achieved through the consolidation of multiple operations into a single “one-pass” process. In the automated setup, the H-beam is loaded onto a powered conveyor system. As it enters the cutting cell, the robotic plasma head performs all necessary operations:
1. Precise end-cutting and mitering.
2. Plasma-based hole piercing and “bolt-ready” circular interpolation, which eliminates the need for mechanical drilling.
3. Complex coping and flange thinning for structural connections.
4. Part marking and layout etching for subsequent assembly.
By performing these tasks in a single cell, the facility eliminated the “queue time” between the saw, the drill, and the layout table. The high-velocity plasma stream creates a much narrower Heat-Affected Zone (HAZ) than oxy-fuel, which often eliminates the need for secondary grinding or edge preparation. The result is a finished component that is ready for the assembly or galvanizing stage immediately upon exiting the machine.
Precision and Quality Control in Structural Steel
Beyond the speed of production, the transition to an automated H-Beam Plasma Cutter significantly improved the quality metrics of the Córdoba facility. Manual drilling and cutting are subject to fatigue and measurement errors, often leading to “re-work” in the field where beams do not align correctly during erection.
The CNC robotic system maintains tolerances within +/- 0.5mm, a level of consistency unattainable by manual labor. This precision is particularly vital for the bolt holes. Modern high-definition plasma systems utilize specific “True Hole” or “Precision Hole” technologies that adjust the gas pressure, torch height, and lead-in/lead-out parameters specifically for circular interpolations. This results in holes with minimal taper and high cylindricity, meeting the stringent requirements for structural bolting without the slow speeds associated with mechanical twist drills.
Economic Impact and ROI for Global Markets
While the capital expenditure for a robotic plasma system is significant, the Return on Investment (ROI) is accelerated by the dramatic reduction in man-hours and the increase in total capacity. In the Córdoba case study, the 24x reduction in cycle time allowed the fabricator to take on larger, more complex infrastructure projects that were previously impossible due to schedule constraints.
Furthermore, the reduction in scrap material through optimized nesting and the decrease in consumable costs (by replacing drill bits with plasma electrodes) contribute to a lower total cost per ton of fabricated steel. This efficiency makes regional fabricators more competitive on a global scale, allowing them to export processed structural components to neighboring markets in South America and beyond.
Concluding Industry Insight: The Shift Toward Autonomous Fabrication
The transition from 72 hours to 3 hours in Córdoba is not merely an isolated success story; it represents a broader trend toward autonomous fabrication in the global B2B metalworking sector. As labor markets tighten and the complexity of architectural designs increases, the reliance on manual craftsmanship becomes a liability rather than an asset.
The integration of 3D scanning, robotic motion control, and direct CAD-to-machine workflows is transforming the fabricator from a manual processor into a high-tech data manager. For global stakeholders, the takeaway is clear: the future of structural steel lies in the convergence of thermal cutting power and digital precision. Facilities that fail to adopt these automated workflows will find themselves unable to compete with the speed, accuracy, and cost-efficiency of the modern automated shop.
Industrial Expertise & Support
Are you looking for high-performance H-Beam Plasma Cutter tailored for the Global market? Our engineering team provides comprehensive solutions for modern manufacturing.

