The Industrial Evolution of Structural Steel Fabrication in Guayaquil
Guayaquil, Ecuador, serves as a critical maritime and industrial gateway for South America. As infrastructure projects across the region demand higher volumes of structural steel, local fabrication facilities face the dual pressure of increasing throughput while maintaining stringent dimensional tolerances. Traditionally, the processing of H-beams—including cutting to length, coping, and bolt-hole perforation—relied on fragmented manual workflows. These methods, while functional, created a significant bottleneck in the production chain.
A specific case study of a major steel fabricator in the Guayaquil industrial corridor reveals a radical transformation in operational efficiency. By transitioning from manual layout and oxy-fuel cutting to an automated H-Beam Plasma Cutter, the facility successfully reduced a standard production cycle from 72 hours to just 3 hours. This 95.8% reduction in cycle time represents a fundamental shift in the economics of structural steel processing, moving from labor-intensive craftsmanship to high-precision automated manufacturing.
Deconstructing the 72-Hour Manual Workflow
To understand the magnitude of the 3-hour achievement, one must first analyze the inefficiencies inherent in conventional fabrication. In the legacy 72-hour model, a batch of structural H-beams underwent a series of discrete, disconnected stages:
1. Manual Layout: Technicians used tape measures, squares, and chalk lines to mark cut points and hole centers based on 2D paper drawings. This phase was highly susceptible to human error and cumulative tolerance stack-up.
2. Material Handling: Beams required frequent repositioning using overhead cranes to access different faces, consuming significant time and increasing safety risks.
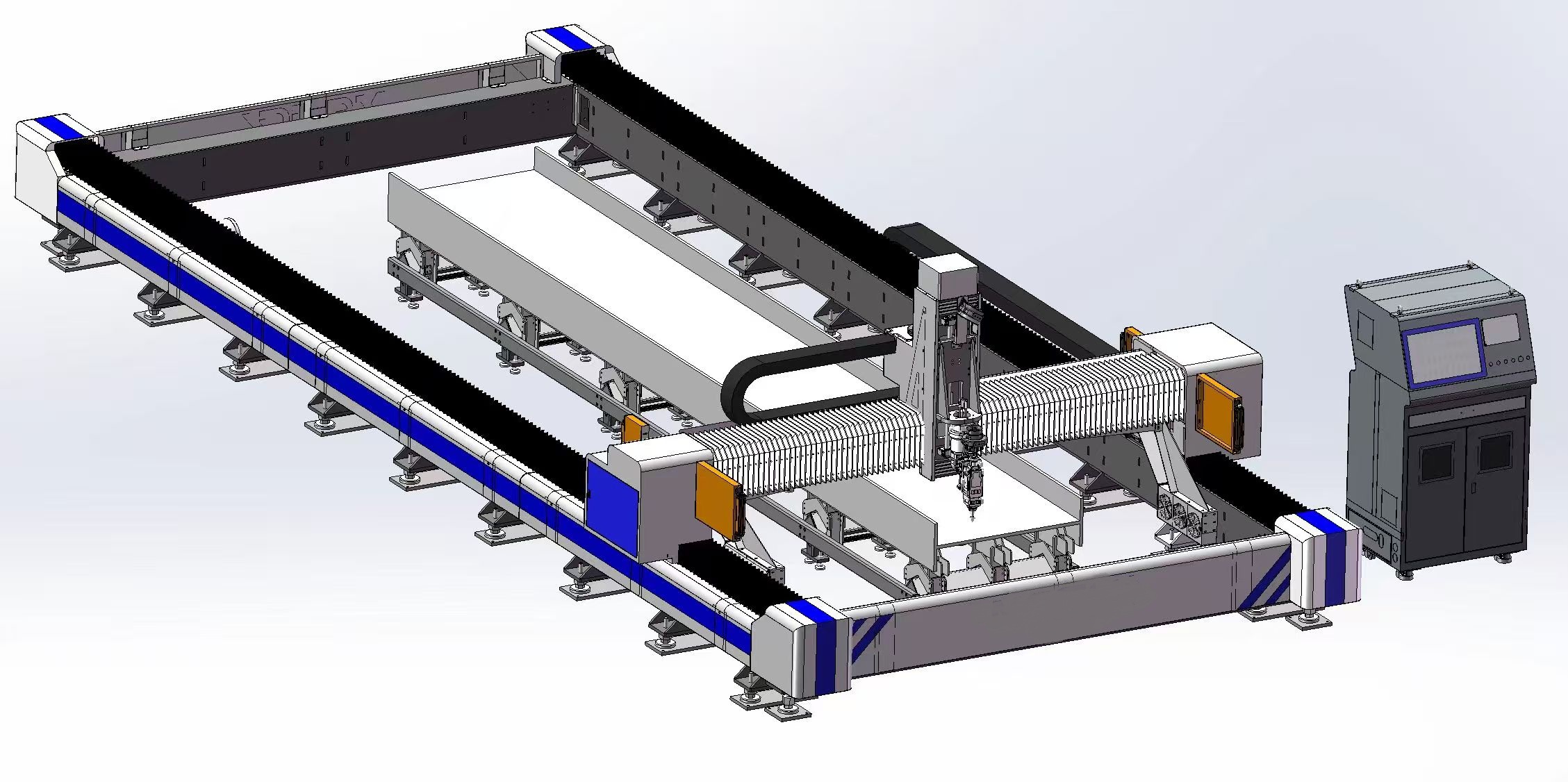
Industrial Application of H-Beam Plasma Cutter
3. Oxy-fuel Cutting: Manual torches provided the primary cutting mechanism. While effective for thickness, the slow travel speeds and wide kerf necessitated extensive post-cut grinding to remove slag and achieve a weld-ready surface.
4. Magnetic Drilling: Bolt holes were drilled individually using portable magnetic drills. This required constant setup and breakdown for every hole, leading to hundreds of man-hours for complex assemblies.
The 72-hour timeframe accounted for these manual tasks, including the inevitable rework required when holes failed to align during site assembly. The lack of Multi-Axis Robotic Integration meant that every geometric feature required a unique tool and a unique setup.
Technical Specifications of the Automated H-Beam Plasma Cutter
The implementation of the H-Beam Plasma Cutter in the Guayaquil facility introduced a centralized processing hub. Unlike manual methods, these systems utilize a 6-axis or 8-axis robotic arm equipped with a high-definition plasma torch. The hardware is driven by sophisticated CAD/CAM software that translates 3D models (such as Tekla or SDS/2 files) directly into machine code.
Key technical components of this transition include:
High-Definition Plasma Power Source: Utilizing oxygen or nitrogen-shielded plasma, the system achieves a narrow, focused arc. This results in a minimal Heat-Affected Zone (HAZ), preserving the metallurgical integrity of the structural steel while providing a surface finish that meets AWS (American Welding Society) standards without secondary grinding.
Laser Measuring and Probing: Structural steel beams are rarely perfectly straight. The automated system employs laser sensors to measure the actual dimensions and camber of the beam in real-time. The software then compensates the cutting path to ensure that every hole and cope is positioned accurately relative to the beam’s actual geometry, not just its theoretical model.
The Mechanics of the 3-Hour Cycle
The reduction to a 3-hour cycle time is achieved through the principle of “All-in-One” processing. The H-Beam Plasma Cutter performs the following operations in a single continuous pass:
Linear Cutting and Mitering: The robotic arm can rotate to create complex miter cuts and bevels for weld preparation on both the flanges and the web simultaneously.
Hole and Slot Perforation: Instead of mechanical drilling, the high-definition plasma arc “bolts” the holes. Advanced torch height control and gas pressure modulation ensure that the holes are perfectly cylindrical with zero taper, meeting the requirements for high-strength bolting applications.
Coping and Notching: Complex structural connections, such as rat holes or flange thins, are executed with high-speed precision. The Nesting Optimization software ensures that these cuts are placed to maximize material yield, significantly reducing scrap rates compared to manual marking.
By eliminating the need to move the beam between different stations (marking, cutting, drilling, grinding), the “idle time” of the material is virtually eliminated. The beam enters the machine as raw stock and exits as a finished component ready for the assembly floor.
Data-Driven Results: Precision and Repeatability
Beyond the raw speed of the 3-hour cycle, the technical advantages manifest in dimensional accuracy. Manual fabrication typically operates within a tolerance of +/- 3mm to 5mm over a 12-meter beam. The automated plasma system narrows this tolerance to +/- 1mm. This precision ensures that when the fabricated steel arrives at a construction site in Guayaquil or elsewhere, the fit-up is seamless. This eliminates the need for field modifications, which are exponentially more expensive than shop-based corrections.
Impact on Labor and Operational Safety
The shift to an automated H-Beam Plasma Cutter does not merely replace labor; it reallocates it toward higher-value tasks. In the Guayaquil facility, the staff previously dedicated to manual layout and grinding were transitioned to roles in CNC programming and quality assurance. Furthermore, the reduction in manual material handling significantly lowered the incidence of workplace injuries related to crane operations and heavy lifting. The enclosed nature of modern plasma systems also improves environmental conditions by centralizing dust and fume extraction, which is critical for compliance with international safety standards.
Concluding Industry Insight: The Future of Distributed Fabrication
The successful implementation of high-speed H-beam processing in Guayaquil serves as a blueprint for the global structural steel industry. As project timelines in the energy, mining, and infrastructure sectors continue to compress, the traditional “72-hour” mindset is no longer commercially viable. The industry is moving toward a model of distributed, high-precision fabrication where localized hubs utilize Multi-Axis Robotic Integration to produce components that are interchangeable and globally compliant.
The real value of reducing cycle time from 72 hours to 3 hours is not just found in the 69 hours saved; it is found in the increased agility of the supply chain. Fabricators can now respond to design changes in real-time, reduce their inventory of work-in-progress (WIP), and offer faster delivery schedules to EPC (Engineering, Procurement, and Construction) firms. In the next decade, the integration of AI-driven nesting and real-time cloud monitoring will further refine these cycles, making the “3-hour beam” the standard benchmark for industrial competitiveness worldwide.
Industrial Expertise & Support
Are you looking for high-performance H-Beam Plasma Cutter tailored for the Global market? Our engineering team provides comprehensive solutions for modern manufacturing.

