Introduction: The Transition from Manual to Automated Structural Fabrication
The structural steel industry in Curitiba, Brazil, serves as a critical pillar for the nation’s infrastructure and industrial expansion. As global demand for precision-engineered steel components increases, fabricators in this region face the dual challenge of rising labor costs and the stringent tolerances required by modern architectural standards. For many medium-to-large scale facilities, the traditional reliance on manual layout and hand-held cutting tools has become a primary bottleneck. This article examines a specific technical implementation where a fabrication plant in Curitiba integrated an H-Beam Plasma Cutter to replace manual processing, resulting in a documented operational saving of $5,000 per month.
The shift toward automation is not merely a trend but a mathematical necessity for firms looking to maintain competitive margins. In the context of H-beam processing, manual labor involves significant risks regarding dimensional accuracy, material waste, and secondary finishing requirements. By transitioning to a CNC robotic profiling system, the facility in question eliminated human error from the cutting phase, directly impacting the bottom line through reduced man-hours and optimized material nesting.
The Manual Bottleneck: Quantifying Inefficiency
Prior to the acquisition of the H-Beam Plasma Cutter, the Curitiba facility employed a team of four highly skilled layout specialists and welders dedicated solely to the preparation of structural sections. The manual workflow consisted of three distinct phases: manual measurement and marking using chalk lines and templates, manual oxy-fuel or plasma cutting, and intensive secondary grinding to remove dross and correct deviations in the cut path.
Data collected over a six-month period indicated that a standard 12-meter H-beam required approximately 4.5 man-hours to process completely. This included the cutting of bolt holes, coping for connections, and web penetrations. The inherent variability of manual torch handling meant that 15 percent of all processed beams required rework to meet the assembly tolerances of +/- 2.0mm. Furthermore, the consumables used in manual oxy-fuel cutting, combined with the high rate of scrap due to marking errors, contributed to an inflated cost-per-ton that hindered the firm’s ability to win large-scale infrastructure tenders.
Industrial Application of H-Beam Plasma Cutter
Technical Specifications of the H-Beam Plasma Cutter
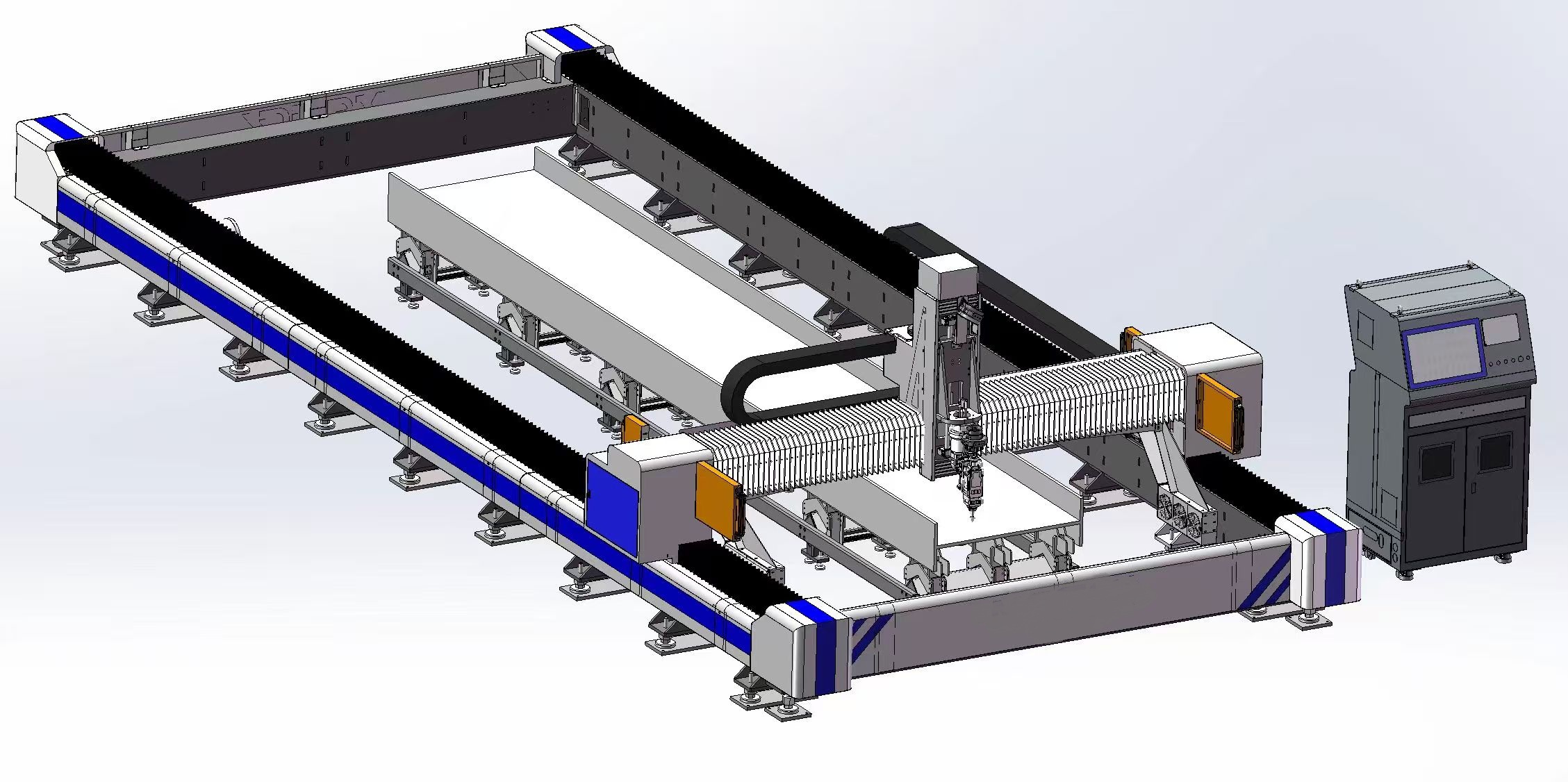
The solution implemented was a multi-axis CNC H-Beam Plasma Cutter equipped with a high-definition plasma power source. Unlike standard 2D cutting tables, this system utilizes a specialized 3D profiling head capable of rotating around the flange and web of the beam simultaneously. This allows for complex beveling and coping in a single pass without flipping the workpiece.
Key technical features of the system include:
1. 6-Axis or 8-Axis Robotic Control: This provides the necessary degrees of freedom to reach all sides of the H-beam, including the interior faces of the flanges, which are notoriously difficult to process manually.
2. DSTV file integration: The system interfaces directly with structural detailing software like Tekla Structures. This eliminates the manual layout phase entirely, as the CNC controller reads the geometry directly from the 3D model, ensuring that every hole and notch is positioned with sub-millimeter precision.
3. Automatic Material Measurement: Laser sensors detect the actual dimensions of the beam, accounting for mill tolerances such as camber or sweep. The software then adjusts the cutting path in real-time to ensure the finished part matches the theoretical design.
Financial Analysis: Breaking Down the $5,000 Monthly Savings
The $5,000 monthly saving is a composite figure derived from three primary areas: labor reduction, consumable efficiency, and the elimination of secondary processing. In the Curitiba market, the total cost of a skilled fabricator, including benefits and overhead, is approximately $1,200 to $1,500 per month. By automating the H-beam line, the facility was able to reallocate three workers to the assembly and welding stations, effectively reducing the dedicated cutting staff to a single machine operator. This alone accounted for a $3,600 reduction in direct labor costs.
The remaining $1,400 in savings was achieved through material and consumable optimization. Manual cutting often results in wider kerfs and higher gas consumption. The high-definition plasma system uses oxygen and air more efficiently, and the precision nesting software reduced scrap rates by 8 percent. Additionally, because the H-Beam Plasma Cutter produces a weld-ready finish with minimal dross, the facility eliminated the need for secondary grinding. This saved approximately 40 hours of compressor and grinding disc usage per month, further lowering the operational expenditure.
Operational Throughput and Precision Gains
Beyond the direct financial savings, the transition to automation drastically increased the facility’s throughput. The processing time for a standard H-beam dropped from 4.5 hours to approximately 20 minutes. This 1,250 percent increase in speed allowed the firm to take on larger projects with tighter deadlines that were previously impossible to fulfill.
Precision is another critical technical factor. In structural steel, the alignment of bolt holes across multiple floors of a high-rise or large industrial warehouse is paramount. Manual drilling or cutting often leads to “drifting” holes, requiring field corrections such as reaming or welding and re-drilling. The CNC plasma system maintains a hole cylindricality and positioning tolerance of +/- 0.5mm. This high level of repeatability ensures that when the beams arrive at the construction site, they fit together seamlessly, reducing field labor costs for the end client and enhancing the fabricator’s reputation for quality.
Integration and Training in the Brazilian Market
Implementing such technology in Curitiba required a strategic approach to workforce training. Rather than replacing the existing workforce, the company invested in upskilling their lead fabricator to become a CNC technician. This involved training in CAD/CAM file management and basic robotic maintenance. The localized support for plasma components and gases in Brazil has also matured, ensuring that downtime is minimized through a reliable supply chain for electrodes, nozzles, and shields.
Industry Insight: The Future of Automated Steel Fabrication
The case study in Curitiba reflects a broader global shift in the structural steel industry. As we look toward the next decade, the integration of H-Beam Plasma Cutter technology will move from being a competitive advantage to an industry baseline. The increasing complexity of modern architectural designs, which often feature non-linear geometries and intricate connections, makes manual fabrication technically unfeasible.
Furthermore, the data-driven nature of these machines allows for better integration into the “Smart Factory” ecosystem. Fabricators can now track the exact cost and time associated with every cut, allowing for more accurate bidding and project management. In emerging industrial hubs like Curitiba, the move toward high-definition plasma profiling is the most effective way to combat the rising costs of energy and labor while meeting the quality demands of global infrastructure projects. The $5,000 per month saved in this instance is a conservative estimate of the long-term value provided by digital transformation in the workshop.
Industrial Expertise & Support
Are you looking for high-performance H-Beam Plasma Cutter tailored for the Global market? Our engineering team provides comprehensive solutions for modern manufacturing.

